SETTEMBRE 2014
FIELDBUS & NETWORKS
67
si occupa proprio di assicurare che questa zona, la più
calda, non si surriscaldi a causa di variazioni del ma-
teriale o dell’umidità. Il controllo è ottenuto attraverso
la regolazione dei livelli di aerazione”. Schiefer crede
che, finché l’aerazione viene eseguita correttamente e
vi è un coordinamento perfetto tra le quattro zone del
reattore, ossia essiccazione, pirolisi (carbonizzazione),
ossidazione e riduzione, il problema di stabilità può
risolversi da solo.
Una messa a punto
che fa la differenza
Il sistema richiede una messa a punto precisa, gestita dal sistema
di controllo Allen-Bradley e dalla tecnica di essiccazione cosid-
detta ‘Walking Floor’ sviluppata da Schiefer. “Maggiore è l’umi-
dità del legno, maggiore è la quantità dell’acqua che evapora e
l’essiccatore viene regolato per avanzare più lentamente”. Questa
procedura contribuisce a migliorare la sicurezza e l’affidabilità del
sistema ed è così efficace che se ne parla in tutta Europa.
Nel frattempo, sono stati installati diversi impianti modulari di
gassificazione del legno in Germania, Italia e Slovacchia. Le aspet-
tative riposte sulla tecnologia, quindi sul marchio Xylogas, sono
molto alte. La consulenza, il supporto e la competenza di Schiefer
sono un ulteriore aspetto di grande importanza per i clienti, che
possono contare sulla sua esperienza risparmiando tempo e de-
naro. Così, in questi anni il marchio Xylogas si è affermato sul mer-
cato ed è particolarmente noto per le sue qualità e prestazioni ben
oltre i confini dell’Austria. Sono state sviluppate e adattate alle
richieste del segmento nuove linee di prodotti. Dato che milioni di
persone al mondo non hanno accesso all’energia elettrica, Xylogas
punta a sviluppare la giusta tecnologia per queste zone e diventare
così un attore a livello globale nel campo delle energie alternative.
Un esempio italiano
Un recente impianto realizzato a Vipiteno, Alto Adige, sta raggiun-
gendo gli obiettivi prefissati: dopo il completamento verranno ero-
gati 900 kW di energia elettrica alla rete elettrica ufficiale italiana
(attualmente sono 440 kW), mentre 1.570 kW di energia termica
verranno forniti alla rete locale. La disponibilità dell’impianto è
molto elevata, si parla di almeno 7.800 ore di esercizio l’anno: dal
febbraio 2010 al febbraio 2011 è stato operativo per 8.300 ore,
ovvero per il 95% della sua capacità. Inoltre, grazie alla messa a
punto costante e alle funzionalità di diagnostica e manutenzione
remote viene assicurata maggiore sicurezza e affidabilità.
Nell’impianto in questione l’ordine dei comandi è chiaro: i com-
ponenti Allen-Bradley dirigono il tutto. Sono orchestrati da un
controllore CompactLogix della serie 1768 con una CPU L43, con
terminale PanelView 600 Allen-Bradley, che gestisce il flusso dei
materiali dal silo al reattore, nonché il filtraggio delle particelle
e i sistemi di essiccazione. Vengono inoltre monitorati i processi
critici di depurazione del gas e produttivi e messe a punto tutte
le azioni in base ai dati forniti dai Point I/O Allen-Bradley della
serie 1734. Erwin Schiefer è particolarmente colpito dagli inver-
ter PowerFlex 40 e 70 AC Allen-Bradley, che gestiscono diverse
pompe, azionamenti e compressori, e dal sistema di visualizzazione
Factory Talk View Studio. Schiefer e il suo team possono osser-
vare da vicino il sistema attraverso una connessione VPN sicura
ogni volta che è necessario, per svolgere attività diagnostiche e
di manutenzione in modalità remota attraverso la rete Ethernet/
IP. La necessità di tali attività sorge comunque raramente, grazie
alla sofisticata tecnologia di automazione messa a disposizione da
Rockwell Automation.
Rockwell Automation -
EAF Energieanlagenforschung -
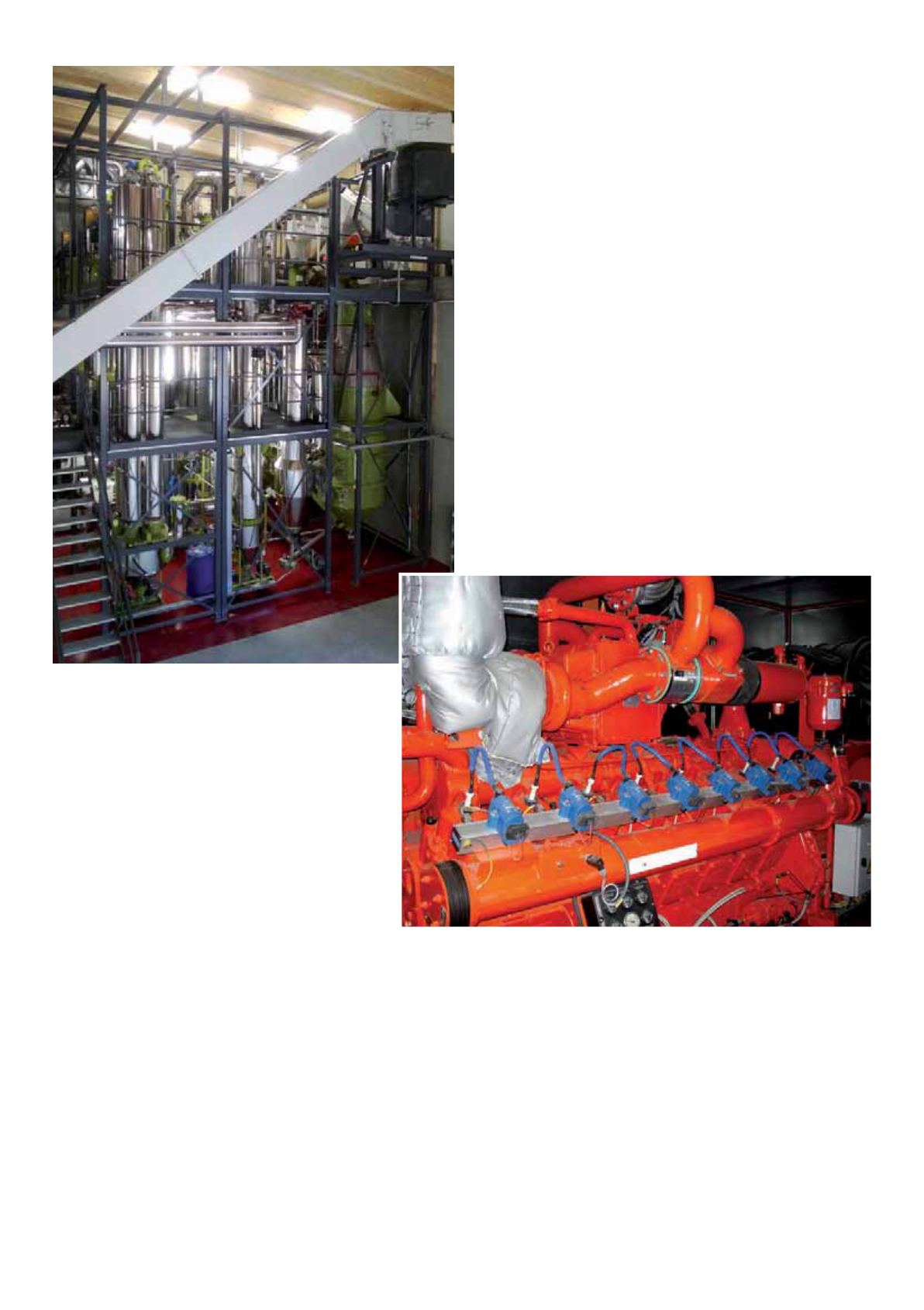
All’interno degli impianti Xylogas i componenti Allen-Bradley dirigono il tutto
Un impianto realizzato a Vipiteno utilizza la tecnica di
essiccazione cosiddetta ‘Walking Floor’ sviluppata da
Schiefer


