


















 111 / 134
111 / 134

MARZO 2015
AUTOMAZIONE OGGI 379
111
Oggigiorno, una delle strategie manutentive più
popolari è quella ciclica, che prevede interventi ma-
nutentivi programmati secondo una procedura com-
pletamente predefinita. Una strategia manutentiva,
sempre di tipo ciclico, ma ottimizzata, sarebbe quella
di mantenere intervalli regolari di manutenzione
portando però a termine in ciascuna fermata solo le
azioni manutentive improrogabili e rimandando alle
fermate successive quelle non strettamente necessa-
rie. Ovviamente, per attuare una simile strategia ma-
nutentiva è necessario avere a disposizione dei tool
di processamento dati che permettano di definire
con ragionevole certezza quali sono le attivitàmanu-
tentive necessarie e quali possono invece essere pro-
castinate. Il periodo tra due interventi manutentivi
solitamente è basato sull’esperienza e conoscenza
degli esperti, o sulla percentuale di deterioramento
del macchinario/sottosistema. La manutenzione ci-
clica porta due vantaggi: prima di tutto la programmazione delle
fermate annuali; quindi la possibilità di definire il budget per gli
interventi manutentivi durante l’anno. D’altra parte, però, prevede
a volte che vengano sostituiti componenti ben prima del raggiun-
gimento del loro fine vita. Inoltre, nelle fermate programmate
vengono effettuati solo i controlli previsti e questo fa sì che vi sia
ancora un’elevata probabilità che si verifichino guasti inattesi nel
lasso di tempo tra le due fermate. Sicuramente, la manutenzione
ciclica pensata come descritto è ben lungi dall’essere una strategia
efficiente nel prevenire possibili guasti e può portare a spese non
necessarie.
In epoche recenti l’interesse a sviluppare strategie manutentive
più efficienti è cresciuto notevolmente. Sono esempi di nuove
strategie manutentive CBM (Condition Based Maintenance) e PdM
(Predictive Maintenance); entrambe queste strategie si basano sul
concetto di fare manutenzione alla macchina o sottosistema solo
quando è realmente necessario. Per realizzare tutto questo occorre
definire metriche (come il numero di ore di funzionamento, il nu-
mero di manovre ecc.) e metodi basati sui sensori (come analisi di
vibrazione, analisi degli olii ecc.) che possano essere impiegate per
misurare e monitorare in modo continuo lo stato di salute del di-
spositivo (macchina o sottosistema). Un punto fermo, comunque, è
che CBMcome PdMhanno bisogno di un’infrastruttura tecnologica
che permetta di raccogliere e processare i dati utili ai fini manuten-
tivi. In linea generale, è possibile dividere l’infrastruttura tecnolo-
gica in due parti: quella ‘in campo’, dove vengono prodotti i dati di
tipo atomico, comemisure, dati pre-processati e cumulativi, e dove
vengono identificati e acquisiti tutti i dati e le misure di interesse ai
fini diagnostici e manutentivi per i singoli apparati di campo; e la
parte ‘control-room’, dove vengono raccolti i dati provenienti dal
campo e vengono implementate le funzioni e gli algoritmi di ‘data
mining’ per ottenere prestazioni di tipo CBM e/o PdM. La struttura
di gestione della manutenzione proposta è di tipo centralizzato,
nel senso che tutte le strategie manutentive sono attuate a livello
di ‘control room’ lasciando alla parte in campo solo le funzioni di
raccolta dati e invio degli stessi verso sala controllo. Un approccio
di tipo centralizzato permette di avere una visione d’insieme del si-
stema e/o macchina e di definire programmi d’intervento generali,
che tengano conto dell’intera fabbrica o impianto. Nello specifico,
un’architettura di tipo centralizzato offre benefici quali: impiego
di tecniche informatiche di ultima generazione, per esempio per
applicazioni di tipo web based (come la‘Service Oriented Architec-
ture’); manutenzione e upgrade software effettuati una volta sola
sul sistema centrale in control room; possibilità di ottimizzare le
risorse hardware.
L’infrastruttura ‘in campo’
Per quanto concerne la parte ‘in campo’, la macchina e/o il sotto-
sistema funziona in modo semiautonomo ed è interconnesso al
resto del sistema per mezzo di una rete di comunicazione digitale.
Ciascun sottosistema può essere impostato per generare segnali di
diagnostica elementari o cumulativi. Per questo possono essere di
aiuto i profili di comunicazione standard definiti dai vari fieldbus.
Anche alcuni dati utilizzati per il controllo di processo possono es-
sere impiegati ai fini diagnostici e manutentivi.
Al fine di implementare efficaci strategie manutentive la strumen-
tazione o i singoli sottosistemi devono rendere disponibili infor-
mazioni o dati aggiuntivi rispetto a quelli usati per il controllo di
processo, funzionalità tipica degli IFD (Intelligent Field Device).
Proprio questi dati addizionali possono risultare utili ai fini diagno-
stici e vanno acquisiti e immagazzinati. Risulta importante anche
definire una frequenza di campionamento dei dati diagnostici. In-
fatti, per ottimizzare l’infrastruttura i dati campionati e raccolti de-
vono essere trasferiti in‘control room’al server per lamanutenzione
usando la stessa infrastruttura di rete impiegata per il controllo di
processo. Il traffico generato dai dati manutentivi non deve ovvia-
mente impattare con le funzionalità del controllo di processo.
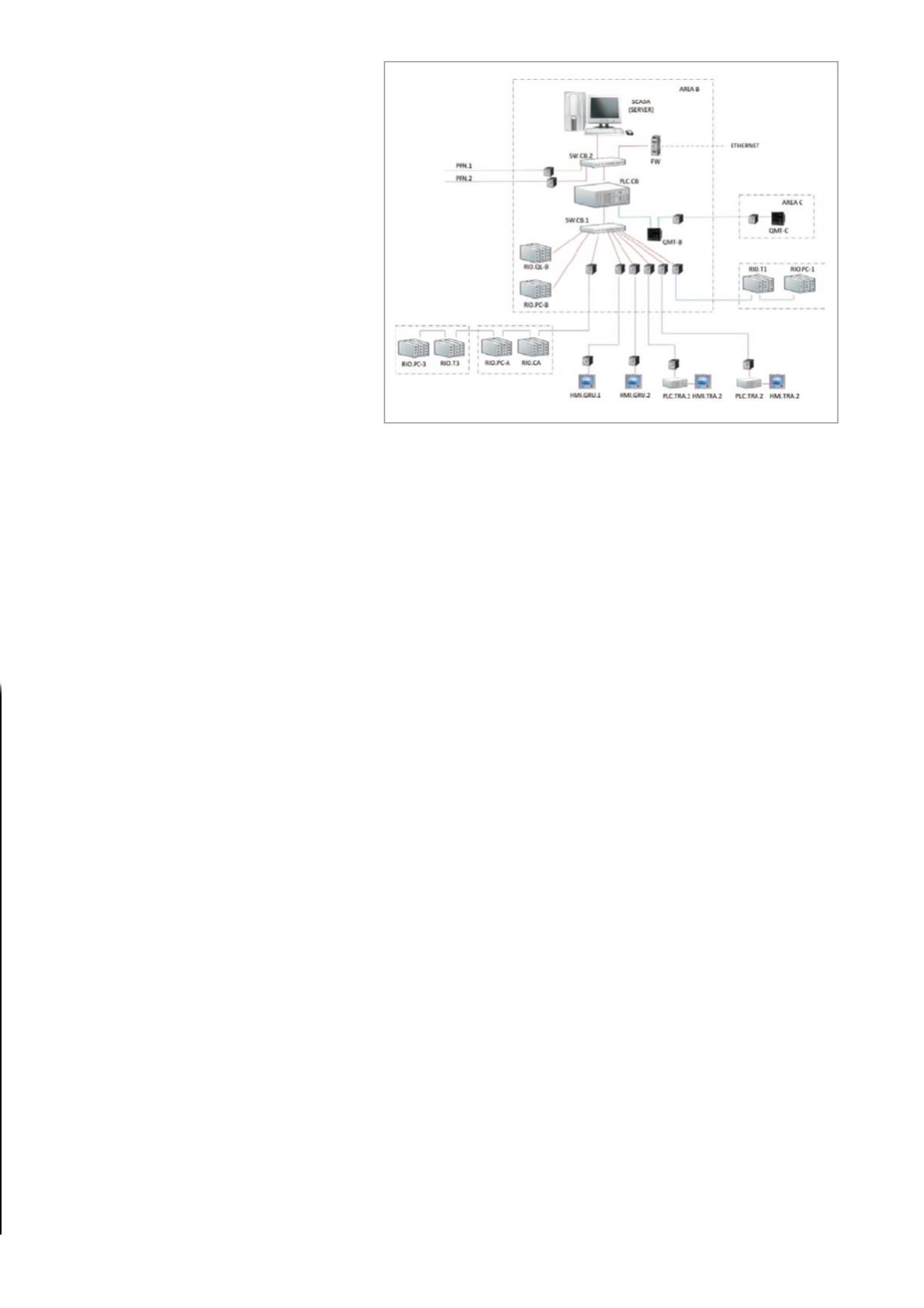
Come mostra figura 1, i diversi sottosistemi fanno capo a un server
centrale con funzioni di manutenzione/diagnostica per l’intero im-
pianto. I sottosistemi sono collegati tra loro per mezzo di reti di co-
municazione digitali (seriale o Ethernet based) e alcuni sottosistemi
possono avere già un’unità locale, un piccolo controllore o PLC, per
una prima elaborazione. In questo caso, l’unità di controllo locale
ha funzioni di controllo ma può procedere a definire una serie di
pre-filtri sulle grandezze in ingresso, in modo da identificare e ge-
nerare dei segnali utili a fini diagnostici da inviare al server centrale
in sala controllo. I dati generati in campo possono essere di diverso
tipo a seconda della tipologia di dispositivo che si ha. In particolare:
sono‘eventi diagnostici’gli avvertimenti generati localmente da lo-
giche su controllori locali, che fanno riferimento al superamento di
soglie, oppure gli allarmi di bassa priorità, che vengono trasferiti al
sistema manutentivo oltre che a quello di gestione allarmi; i ‘con-
Figura 1 - Tipica architettura di un sistema di automazione