

















 86 / 100
86 / 100

CONTROLLO
tecnica
86
Novembre/Dicembre 2017
Automazione e Strumentazione
variando nel range prestabilito, possono contribuire alla sua ori-
gine. Di conseguenza, il concetto di ‘limite di normalità’ su cui si
basano le carte di controllo univariato perde di significato quando le
variabili di un processo sono tra loro correlate. Le strategie MSPC
consentono di migliorare il know-how produttivo, di avere infor-
mazioni disponibili in
real-time
e segnalano anomalie che, se tem-
pestivamente identificate, prevengono la formazione dei prodotti
difettosi, riducendo gli scarti e naturalmente i costi di produzione.
Nel processo di produzione dell’azienda investigata sono stati ana-
lizzati i dati relativi alla miscelazione (i.e. ingredienti), alla lievita-
zione in atmosfera controllata e alla cottura in forno. In particolare,
questi dati sono stati combinati per avere una visione globale del
sistema in studio ed utilizzati per sviluppare un sistema di rileva-
mento on-line mediante strategia MSCP. A titolo esemplificativo,
si riporta il funzionamento del sistema sviluppato (cfr
υ
figura 3
)
durante il monitoraggio di una giornata di produzione dell’azienda.
Come si evince dalla
υ
figura 3
, la produzione presenta diverse
anomalie. Dopo aver individuato e codificato le anomalie, questo
sistema, restringendo il campo di azione, permette all’operatore
di intervenire tempestivamente per modificare i parametri di pro-
cessi coinvolti riportando il processo entro i limiti di normalità. Il
risparmio economico, in termini di scarti, è evidente considerando
che la produzione media di pane presso lo stabilimento raggiunge
il milione di pezzi al giorno: un’ora di produzione fuori controllo
corrisponde all’incirca a più di quarantamila unità di prodotto perse.
Infine, quando dalla produzione ci si sposta all’impostazione dei valori
corretti dei diversi parametri (tempi, temperature ecc.), è chiaro come
anche i settaggi incidano, in vario modo, sui costi e sulla produttività
di un processo. Per l’ottimizzazione di tali parametri è possibile svi-
luppare dei modelli predittivi tramite l’ausilio di tecniche di Disegno
Sperimentale (DoE) grazie alle quali è possibile selezionare le varia-
bili di input principali ed individuare le condizioni ottimali mediante
una pianificazione sistematica delle prove da effettuare
[5]
.
3.3 Controllo Qualità: “virtual metrology”, “soft sensor”
e classificazioni di immagine
Il controllo qualità è sicuramente un nodo cruciale per l’efficienza di
una produzione. Nei reparti dedicati alla qualità si testano i pro-
dotti, si cercano le cause dei difetti e si acquisiscono le cono-
scenze per lo sviluppo e l’innovazione. Ottimizzare il controllo
qualità significa ridurre il tempo di esecuzione dei test o delle
procedure di verifica, ridurre il costo delle prove, sviluppare
delle metodiche più veloci o avere una conoscenza in
real-time
della qualità di un prodotto o semi-lavorato.
È proprio in questo contesto che trovano un ampio utilizzo
le strategie
data-driven
note come
Virtual Metrology
(VM)
e
Softsensor.
Nel caso di proprietà costose da misurare in
termini economici e temporali, l’utilizzo di queste tecni-
che consente la conoscenza di una stima delle misure non
realmente eseguite. Tali modelli permettono la previsione
delle variabili metrologiche post-processo utilizzando
informazioni sullo stato del processo e i dati dei sensori.
I modelli predittivi possono potenzialmente eliminare lo
svolgimento dei test, prevedendo in anticipo la qualità del
prodotto finito
[6]
.
Nel controllo del processo industriale, alcune qualità del prodotto e
variabili chiave potrebbero essere difficili da misurare in linea e in
continuo a causa di limitazioni tecniche o economiche. I
Softsen-
sor
, il cui funzionamento è schematizzato nella
υ
figura 4
, sono
basati su variabili di processo di facile acquisizione e forniscono
una stima
on-line
stabile e affidabile delle variabili importanti al
fine del controllo qualità.
Nel processo di produzione industriale di pane è stato sviluppato
un
Softsensor
basato sulla spettroscopia NIR (vicino infrarosso)
per monitorare il processo di lievitazione direttamente sull’im-
pasto, acquisendo segnali spettrali ad intervalli regolari. Tale
approccio va a supportare l’esperienza dell’operatore che è in
grado di valutare, anche se non sempre in modo sistematico e
quantificabile, l’intero processo. I segnali elaborati hanno per-
messo di individuare il mix di farine in grado di sostituire quella
di riferimento in caso in cui la farina di riferimento non fosse
disponibile o economicamente conveniente
[7]
.
Un altro aspetto del controllo qualità è legato ai difetti estetici del
prodotto finito la cui verifica è solitamente affidata al controllo
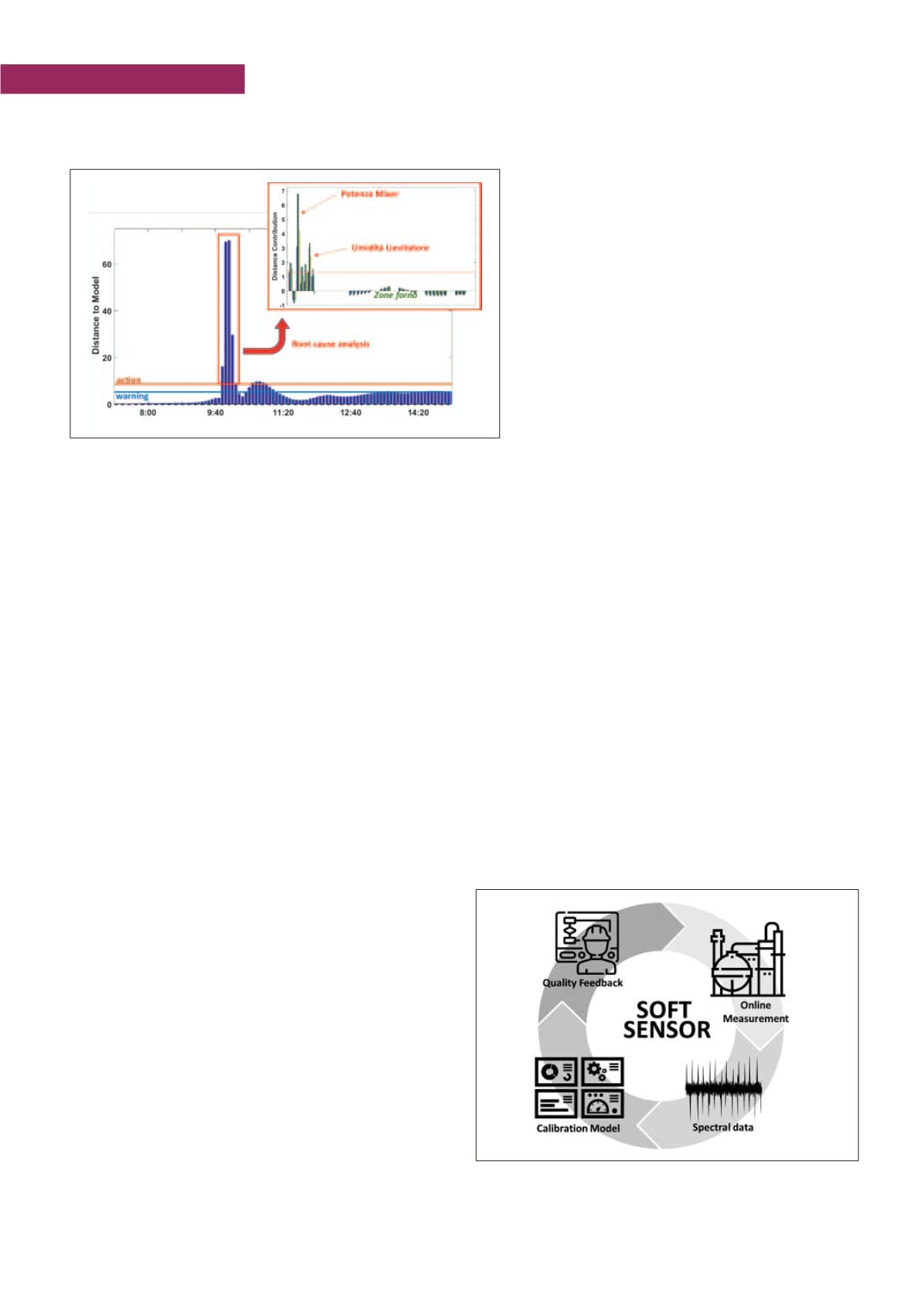
Figura 3 - Sistema di controllo e di ricerca anomalie nel processo
di cottura relativo alla produzione di panini
Figura 4 - Schema del funzionamento di una strategia di Softsensor. Analisi
on-line e real-time di segnali spettrali per la previsione delle proprietà
di qualità tramite modello di calibrazione