NOVEMBRE-DICEMBRE 2013
AUTOMAZIONE OGGI 368
69
telecentrico per
verificare che
non ci siano im-
purità. Lo stesso
robot deposita
l’alberino nel
corpo pompa
(anche questo
c omp o n e n t e
viene controllato
prima dell’as-
s emb l a gg i o ) .
Dopo aver bloc-
cato l’alberino
con un seeger e
verificato il cor-
retto montaggio,
il pezzo viene
scaricato su uno
scivolo di accu-
mulo che porta
la pompa pre-
assemblata alle
successive fasi di
lavorazione. Qui
inizia la seconda parte della linea. La pompa pre-assemblata
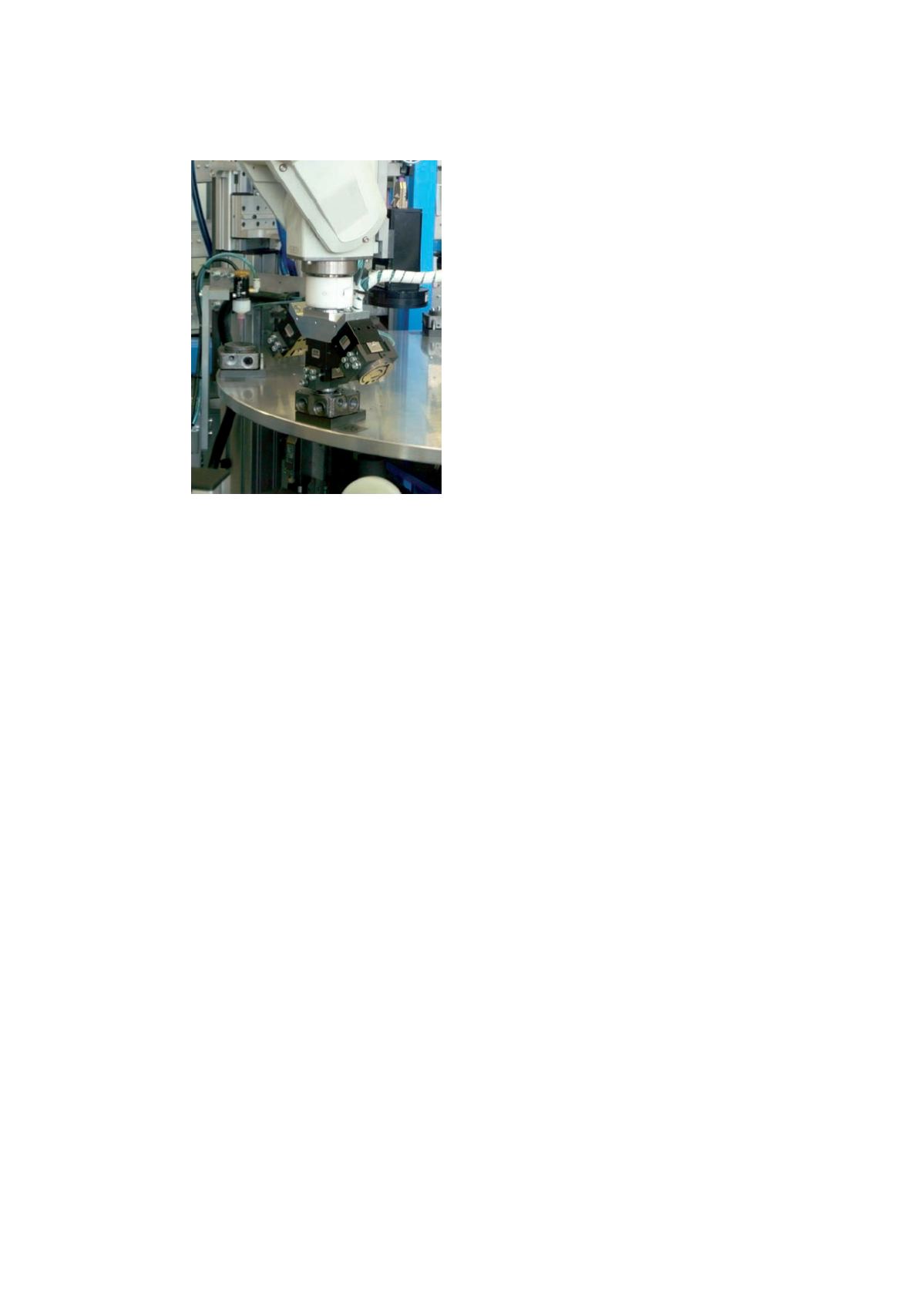
viene depositata su un banco a più posizioni, dove un robot
RV-6SQL si occupa del montaggio del pignone. Il robot preleva
i componenti, spalma del grasso e con un sistema di visione ve-
rifica la conformità dei pezzi e la correttezza delle operazioni.
Non appena ha una posizione dove effettuare il montaggio, il
sistema fotografa il pezzo da lavorare. La telecamera è montata
sul quinto giunto e deposita i componenti fasati con la posizione
dell’alberino. La pompa viene poi depositata nel magazzino in-
termedio di linea. Questomagazzino è composto da una ventina
di vassoi che tengono circa 130pezzi ciascuno. Il controlloredella
linea tiene una mappatura dei vari vassoi utilizzati, il tempo che
trascorrono nel magazzino, i codici dei prodotti che contengono
(massimo due per vassoio) e decide quale vassoio utilizzare. Le
ultime lavorazioni sulla pompa vengono effettuate sull’isola di
centraggio, dove un robot RV-6SQL con un polso a tre pinze
si occupa di montare gli ultimi componenti, caratterizzati da
uno spigolo vivo con tolleranze di qualche micrometro. Anche
questo robot ha una telecamera montata sul quinto giunto che
lo guida per la presa e il deposito dei componenti. Per questo
montaggio, la telecamera e la precisione garantita dal robot
Mitsubishi Electric sono stati fondamentali e l’alta precisione di
movimento ha evitato l’impiego di una telecamera fissa. L’ultima
operazione è l’avvitatura del coperchio che chiude la pompa, e
il serraggio delle viti viene effettuato tenendo costantemente
monitorata la coppia di rotazione dell’alberino. Il pezzo finito
viene quindi depositato in un magazzino finale, che può con-
tenere circa mille pezzi di trenta codici diversi. Lo spostamento
del pezzo tra le varie isole di montaggio e i magazzini viene ese-
guito con un robot antropomorfo RV-12SQL, che ha posizioni
comuni rispetto al robot di montaggio del pignone ma riesce a
lavorare in contemporanea senza collisioni. Questo robot non è
mai fermo perché opera completamente in asincrono rispetto al
resto della linea per ottimizzare il tempo ciclo; in questo modo,
il rallentamento su una lavorazione non influisce sul resto del
processo. In totale, sulla linea sono presenti nove telecamere
(FireWire e GigE). I sistemi di visione sono stati forniti da Univi-
sion, azienda di Seregno, in provincia di Monza e Brianza, mentre
tutto il software è stato sviluppato da El.Ma. appositamente per
questa applicazione. La precisione richiesta è elevata, quindi le
telecamere devono riconoscere un pezzo con dimensioni e tol-
leranze assai ridotte, fare un inserimento e dare delle coordinate
al centesimo di millimetro al robot. Quest’ultimo deve rispettare
le stesse precisioni, aumentando le difficoltà di assemblaggio in
modo esponenziale.
La scelta della piattaforma
Per la realizzazione del progetto, Mitsubishi Electric ha optato
per l’iQ Platform su cui lavorano tre robot con gerarchie parti-
colari. Questa scelta è stata fatta non solo per far comunicare
tra loro i robot in tempo reale, gestire la grande quantità di dati,
controllare le collisioni, cambiare ricette, posizioni e comunicare
con il sistema di visione, ma anche per permettere a El.Ma. di fare
unmonitoring di tutto l’impianto da remoto. I robot sono antro-
pomorfi verticali con sei assi di libertà, mentre il quarto robot è
da 6 kg a braccio lungo stand alone (la scelta è dovuta al fatto
che all’interno della linea poteva operare inmodo indipendente
rispetto agli altri). Nella zona centrale della linea c’è il magaz-
zino, di conseguenza le aree risultano piuttosto delimitate. Dei
tre robot che operano sulla piattaforma iQ, due sono da 6 kg a
braccio lungo e uno da 12 kg. Quest’ultimo, un robot RV-12SQL,
svolge la funzione di caporeparto, mentre gli altri due aiutanti
sono RV-6SQL. In altre parole, una parte dell’assemblaggio viene
eseguito dai tre robot su piattaforma iQ, in mezzo troviamo il
magazzino, e sul lato il robot indipendente stand alone.
Dalla parte del controllo
Il controllo di tutta la linea viene effettuato dal controllore di
processo sviluppato interamente da El.Ma., sia come hardware
sia come software. Il controllore coordina e richiede le varie
lavorazioni comunicando direttamente con: i robot RV-6SDL,
i due robot RV-6SQL e il robot RV-12SQL su piattaforma iQ, il
magazzino intermedio, il magazzino dei pezzi finiti e gli avvi-
tatori. L’operatore interagisce con la linea tramite un software
di supervisione, installato su un PC con monitor touch-screen,
collegato via Ethernet con il controllore El.Ma. e alla piattaforma
iQ. L’azienda può così affrontare applicazioni tecnologicamente
avanzate e molto complesse, oltre al telemonitoraggio, al tele-
controllo e alla teleassistenza. Lamaggior parte delle operazioni
di messa a punto della linea e assistenza viene effettuata in re-
moto. Quello tra Riello ed El.Ma. può essere definito come un
vero e proprio incontro tecnologico di successo, realizzato con
costi giustificabili e nel rispetto del budget stabilito. Importante
è stato il contributo di Mitsubishi Electric che con i propri robot
è stata in grado di soddisfare le altissime aspettative.
El.Ma. Electronic Machining -
Gruppo Riello -
Mitsubishi Electric -
I sistemi di visione sono stati forniti da
Univision, azienda di Seregno, in
provincia di Monza e Brianza, mentre
tutto il software è stato sviluppato
da El.Ma


