NOVEMBRE-DICEMBRE 2013
AUTOMAZIONE OGGI 368
63
nica pronta grazie proprio adAutomation Studio; inoltre, durante
lamessa in servizioAutomationStudiomette adisposizionemolti
strumenti relativi alla diagnostica e all’assistenza” continua Poli.
La demo
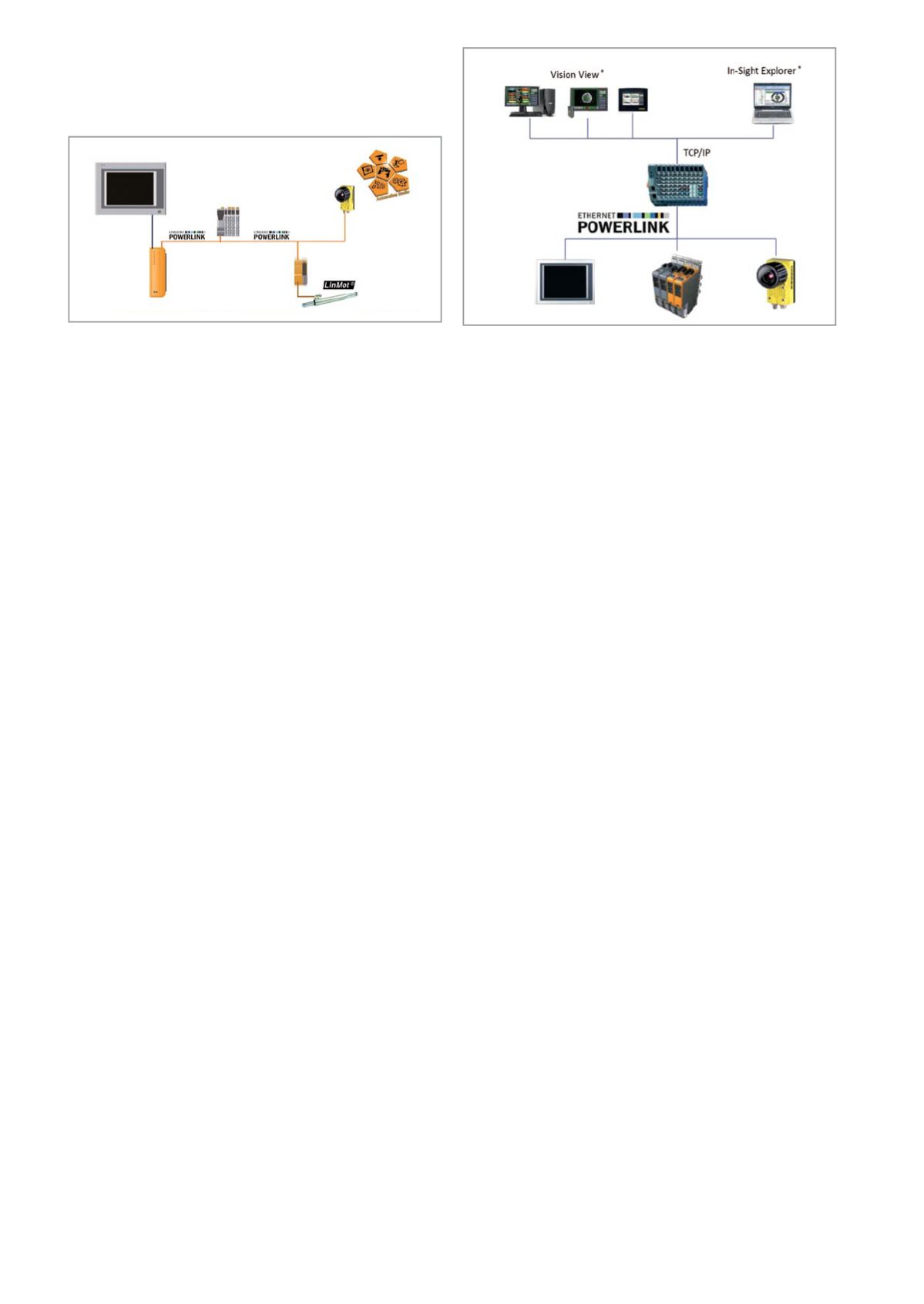
La macchina che è stata realizzata durante il primo workshop è
relativa a una giostra che simula la parte terminale di una linea
di imbottigliamento. Sono stati montati: un lettore di codici a
barre, un lettore di codici data matrix e un sistema di visione In-
Sight 7000 di Cognex per il riconoscimento dei difetti di tappi
ed etichette, oltre alle apparecchiature di controllo B&R. Attra-
verso Powerlink, la macchina riconosce, fotografa ed espelle
dalla linea gli elementi difettosi. “Tutto è estremamente sem-
plice poiché non si parla di due mondi separati ma di un unico
mondo, di un unico ambiente di sviluppo che è Automation
Studio e la camera che viene trattata come se fosse un nostro
dispositivo che parla con il PLC come se fosse un I/O normale”
sostiene Poli. Ma come è nata questa ‘partnership’? “Tutto è
iniziato quando Cognex ha deciso di realizzare una camera
In-Sight 7000 con l’interfaccia Powerlink a bordo” continua
Poli. Powerlink è un bus realtime su base Ethernet, quindi uti-
lizzabile nel mondo dell’automazione. “Per spiegare come lavo-
rano insieme abbiamo realizzato una macchina che si occupa
di scartare prodotti non conformi. Cognex con la sua camera e
Powerlink fanno due tipi di ispezioni sulle bottiglie: presenza o
meno del tappo e dell’etichetta, e nel caso in cui l’etichetta sia
presente, che non sia rovinata. A questo punto, in tempo reale,
vengono comunicati gli scarti. Grazie a B&R che sfrutta un’altra
partnership, in questo caso LinMot, viene effettuata l’espul-
sione del prodotto utilizzando un motore lineare” sostiene Poli.
“Powerlink può scendere fino a 100
µ
s questo vuol dire che in
questo breve lasso di tempo si ha la possibilità di sapere se un
prodotto deve essere scartato o meno: parliamo di qualcosa di
veramente preciso. Powerlink ha anche la possibilità di presen-
tare l’immagine del prodotto scartato su HMI, a video, in modo
che l’operatore possa avere uno storico, capire il problema e
risolverlo”. “Per quanto riguarda poi il cablaggio si ha un solo
cavo Ethernet che va da un capo all’altro della macchina e per
l’ambiente di sviluppo abbiamo solo Automation Studio”. I van-
taggi? B&R li ha classificati in 5 punti. “Innanzitutto parliamo di
un’integrazione estremamente veloce perché Cognex quando
ha rilasciato la camera ha realizzato un file descrittivo che im-
portato in Automation Studio permette di utilizzare la camera
come se fosse un prodotto B&R. Il secondo vantaggio è il sincro-
nismo: se ne occupa il protocollo, e in questo caso Powerlink.
Altro vantaggiomolto importante per gli end user e i costruttori
di macchine è la riduzione del cablaggio. Non sono più necessari
troppi cavi, tutto passa su Powerlink. Diagnostica: importante
sia per il costruttore di macchina sia per l’end user. Tutti i com-
ponenti possono essere diagnosticati come se facessero parte
dello stesso sistema. Quindi diagnosticare un I/O risulta uguale
come diagnosticare il funzionamento della camera. B&R offre un
sistema che si chiama System Diagnostic Manager, totalmente
web based, che elimina la necessità di un ambiente di sviluppo,
e in automatico, senza scrivere nessuna riga di codice, dà l’intera
diagnostica, a livello di hardware, dellamacchina automatica. Di
fatto però B&R è presente anche dove ci sono problemi di mo-
tion e il vero benefit si ha quando bisogna far parlare la camera
con l’azionamento. In questo caso non ci siamo inventati nulla
poiché il protocollo stesso permette di far parlare due compo-
nenti, due slave, senza coinvolgere il PLC. Se poi, ad esempio,
è necessario che per qualche motivo la camera debba essere
sostituita, non è necessario riprogrammarla direttamente, ma
semplicemente dall’HMI si seleziona il lavoro che deve essere
effettuato dalla camera e lo si scarica direttamente sul disposi-
tivo attraverso Powerlink”.
Obiettivo raggiunto
L’obiettivo è stato ampiamente raggiunto. B&R e Cognex sono
riusciti a mostrare come il sistema di visione diventa un ele-
mento integrato dell’automazione: una modalità per realizzare
macchine veloci e più economiche, in questo caso grazie all’uti-
lizzo di un unico tool software per la configurazione dell’appli-
cazione, Automation Studio, e un unico bus di campo aperto,
Ethernet Powerlink, per collegare con un solo cavo HMI, PLC,
motion control, sistemi di sicurezza e telecamere.
E ancora l’estensione visiva dell’automazione consente di acqui-
sire in tempi brevissimi un’enorme quantità di dati coerenti, che
sono poi utilizzati per migliorare la qualità, ridurre i costi ed eli-
minare gli sprechi in qualsiasi processo industriale. Solo quando
la visione è perfettamente integrata nel sistema di automazione
è possibile ottimizzare il processo di produzione e l’insieme del
ciclo di gestione e sviluppo di macchine e impianti.
B&R Automazione Industriale -
Cognex -
Il sistema di visione diventa un elemento integrato e
fondamentale nella soluzione di automazione
Scegliendo un unico ambiente di sviluppo e un unico bus,
Ethernet Powerlink, si semplifica notevolmente la struttura
della macchina


