NOVEMBRE-DICEMBRE 2013
AUTOMAZIONE OGGI 368
76
AO
SPECIALE
discernendo tutto ciò che potrebbe dare una falsa misura
(un’ombra, un riflesso, una piccola bava, un’opacità o una
colorazione leggermente diversa). È possibile eseguire un
controllo filetti che va dal semplice controllo di presenza e
correttezza del passo, al più sofisticato controllo dimensio-
nale del singolo filetto con conteggio del numero di creste e
rilevazione di schiacciature, ammaccature, filetti doppi ecc.
Sistemi
di rilevamento
delle difettosità
delle superfici
Questa tipologia di difet-
tosità è spesso rilevabile
solo sotto particolari an-
golazioni di luce, inoltre
superfici non planari o
con colorazioni etero-
genee aumentano la
difficoltà di analisi. Con
il sistema HQV si sono
superati questi problemi
grazie a una serie di stru-
menti di analisi espressa-
mente creati per risolvere
situazioni reali in am-
biente industriale.
Questi sistemi rilevano
porosità, graffi e opacità
sulle superfici, anche su piani e angolazioni diversi su oggetti
pressofusi, plastici e sinterizzati. Viene anche analizzata l’e-
ventuale presenza di trucioli e sfogliature; quest’ultime sono
normalmente poco visibili in quanto rimangono schiacciate
sulla superficie del pezzo, tramite un software che sfrutta le
reti neurali auto-organizzanti SOM (Self-Organizing Map).
Verifica
La verifica finale che un oggetto sia correttamente assem-
blato è un elemento fondamentale dell’analisi qualitativa del
pezzo, nel caso di quest’impianto il corretto montaggio delle
guarnizioni viene controllato dal sistema di visione. Tramite
analizzatori sonici a frequenza variabile è possibile rilevare la
presenza di cricche o rotture su oggetti metallici. Al termine
dell’operazione di controllo è spesso richiesta l’oggettiva-
zione dello stesso. Normalmente questo viene fatto tramite
marchiatura laser o altra tecnologia.
Sistemi di
visione ad alta
affidabilità
Nella produzione in-
dustriale il concetto di
alta affidabilità si quan-
tifica spesso con errori
espressi in PPM (Parti
Per Milione); per rag-
giungere questo difficile
obiettivo sono stati cre-
ati i prodotti della serie
HQV-PPM con algoritmi
a ‘logica ibrida’ capaci
di compensare variabi-
lità ambientali e di pro-
cesso.
Questi sistemi compen-
sano variazioni della
luce ambientale, hanno
un sistema di autotra-
cking dell’oggetto che permette di eseguire analisi su og-
getti posizionati in modo non ripetitivo o in movimento,
hanno uno stabilizzatore di immagini digitale per annul-
lare gli errori dovuti dalle vibrazioni sui macchinari, logiche
neurali a controllo differenziato per aumentare l’affidabilità
dell’analisi e la precisione della misura, algoritmi XVR (eXten-
ded Virtual Resolution) per aumentare la risoluzione della te-
lecamera senza perdita di informazioni.
VEA -
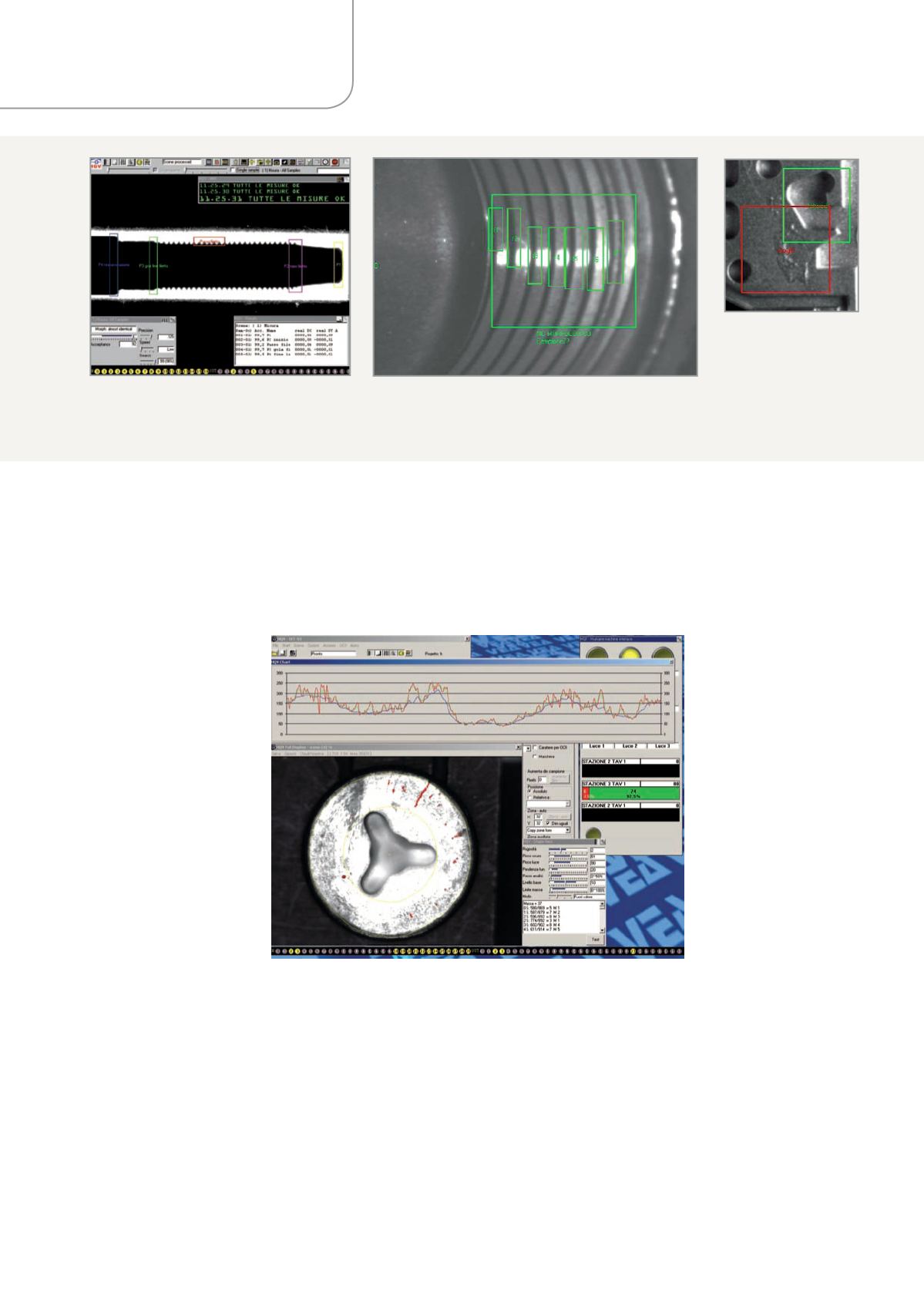
Questi sistemi rilevano porosità, graffi e opacità sulle superfici,
anche su piani e angolazioni diversi su oggetti pressofusi, plastici
e sinterizzati
Analisi
dell’eventuale
presenza di trucioli
e sfogliature,
normalmente poco
visibili
Il controllo filetti va dal semplice controllo di presenza e correttezza del passo, al più sofisticato
controllo dimensionale del singolo filetto con conteggio del numero di creste e rilevazione di
schiacciature, ammaccature, filetti doppi ecc.


