


















 13 / 34
13 / 34

MACHINE AUTOMATION 2014
13
PACKAGING AWARDS
Abstract: I nastrini fasatori o smart belt vengono uti- lizzati per prodotti alimentari che arrivano in seriale. Ogni nastro viene pilotato da un servomotore, una fotocellula poi registra i prodotti per informare il software circa la posizione. Presentiamo di seguito un esempio di come sia possibile distan- ziare e posizionare correttamente i prodotti.Gli ‘Smart Belt’ cioè i nastrini fasatori sono usati nell’ambito di si-
stemi di alimentazione per prodotti che arrivano in seriale cioè
accodati gli uni agli altri. Questo tipo di alimentazione è usato
in vari settori di macchine automatiche per packaging quali flow
wrapper, cartooning machine, dual belt ecc. Ogni nastro fasatore
è pilotato da un servomotore e per ogni nastro c’è una fotocellula
che registra i prodotti per informare il software sulla posizione del
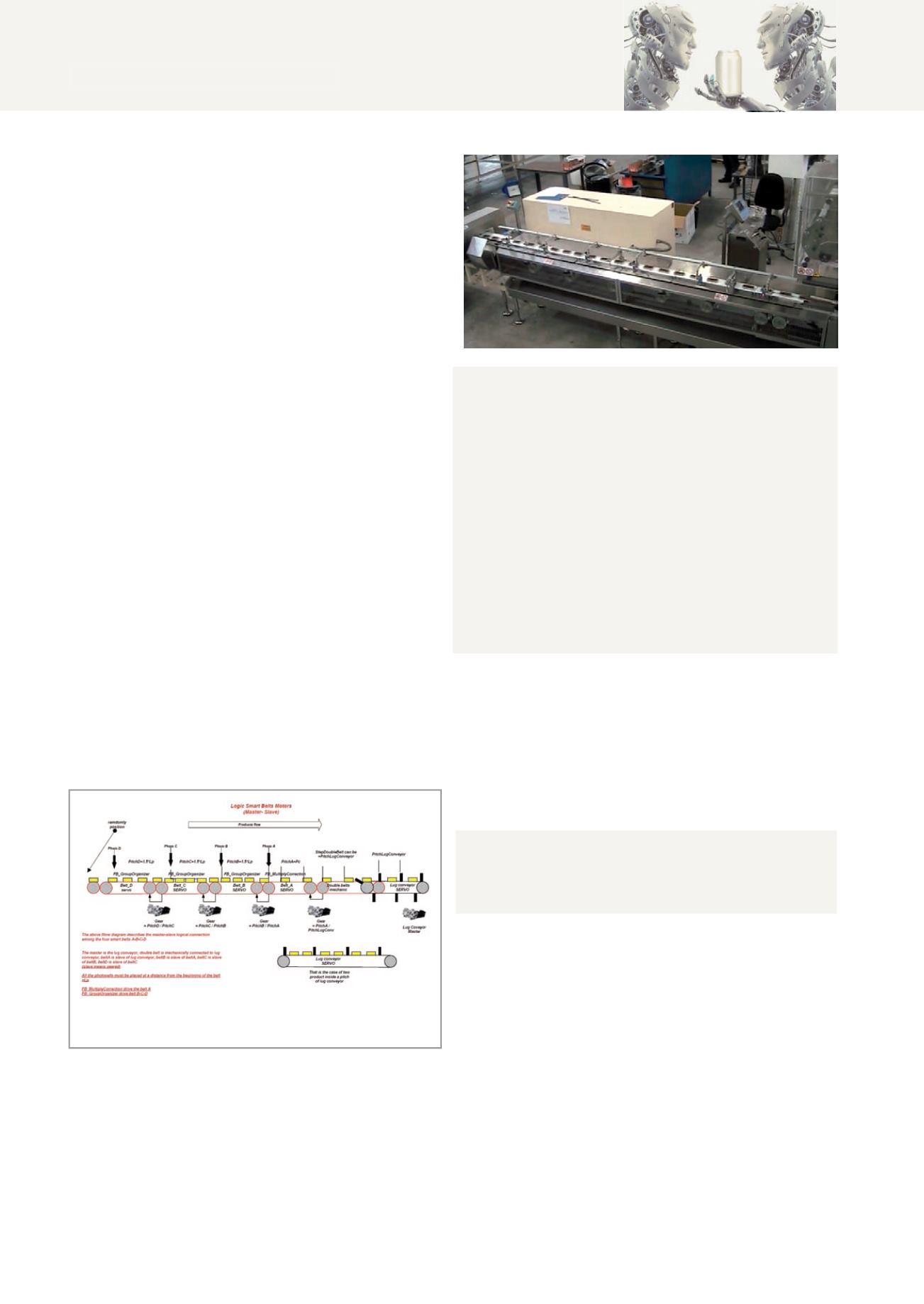
prodotto. Il primo algoritmo ‘FB_GroupOrganizer’ ha il compito
di creare sull’ultimo nastrino A un gap costante tra i prodotti in
modo che il pitch tra i prodotti (distanza tra fronte e fronte) sia
uguale la pitch del lug conveyor. Una volta ottenuto ciò, attra-
verso correzioni su ogni nastrino, l’altro algoritmo che agisce sul
nastro A ha il compito di correggere i prodotti per inserirli sulla
posizione voluta nel lug conveyor. Nel caso di gruppi di pro-
dotti FB_GroupOrganizer li raggruppa, per esempio, a coppie e
FB_MultiplyCorrection tratta la coppia come se fosse un prodotto
singolo e la mette nella posizione voluta nel lug conveyor. Di se-
guito un esempio di struttura di nastri fasatori per alimentazione
in una catena a passo (lug conveyor).
FB_GroupOrganizer
Il gap tra i prodotti in arrivo da un nastro è aleatorio e tramite
correzioni effettuate da ogni nastrino pilotato da un servomotore
vogliamo creare sul nastro A un gap costante e dello stesso passo
del lug conveyor.
Lo stesso algoritmo ha la possibilità di creare gruppi di prodotti,
cioè introdurre per esempio 2 3-4-5 ecc... prodotti all’interno dello
stesso passo del lug conveyor.
Le specifiche possono essere:
1. Tutti i prodotti separate da un gap DR(mm) (no contact)
2. Tutti i prodotti senza gap (DR=0), (soft contact)
3. Creare gruppi di ‘n’ prodotti con all’interno del gruppo un gap di Dp (mm) e tra gruppi
un gap di Dr (mm).
Il numero di smart belt necessari per ottenere ciò dipende dai seguenti fattori:
Vpm:
velocità (numero di prodotti per minuto)
LengthProduct:
lunghezza prodotto
K:
coefficiente di frizione tra prodotto e nastro
MaxGap:
massimo gap tra prodotti sul primo nastro di arrivo (upstream)
DP:
gap tra due prodotti all’interno del gruppo
DR:
gap tra due gruppi
Dftc:
distanza tra la fotocellula e l’asse di presa
Dint:
distanza tra asse di presa ed asse di interferenza
Nastri con sistema di aspirazione o no.
Alcune definizioni:
Delivering axis: è la posizione della coda del prodotto quando
può essere considerata presa dal nastro seguente.
Interference axis: posizione della testa del prodotto quando inizia
a interferire con il nastro seguente:
Dftc: distanza tra fotocellula e delivering axis;
Dint: distanza tra interference axis e delivering axis (positivo se il
delivering axis è a valle dell’interference axis).
Caso di:
DR(DP) =0 SOFT CONTACT (contatto senza pressione)
DR(DP) <0 HARD CONTACT (contatto con pressione)
DR(DP) >0 NO CONTACT (senza contatto)
Il fronte di ogni prodotto è triggerato dalla fotocellula (triggero la
posizione del nastro in quell’istante) e conseguentemente cono-
sciamo la sua posizione rispetto alla fotocellula stessa. Quando la
coda del prodotto arriva sul delivering axis calcoliamo il gap tra
quel prodotto #2 e il prodotto #3.
Ora dobbiamo correggere il prodotto #3 rispetto al prodotto #2
accelerando (per diminuire il gap) o decelerando (per aumentare
il gap) il nastro.
La correzione è fatta con una cam sovrapposta al gear di base. La
correzione deve terminare quando il prodotto #2 arriva sull’inter-
ference axis: aspetto che lo stesso prodotto arrivi sul delivering
axis (durante questa fase di trasferimento del prodotto da un
nastro all’altro la velocità dei due nastri è uguale). È molto impor-
tante che il Dint sia negativo e di valore alto, infatti se la distanza
Dint è <0 e grande significa che l’interference axis è a destra del
delivering axis, in altri termini una volta terminata la correzione,
Smart Belt