EFFICIENZA
approfondimenti
Automazione e Strumentazione
■
Settembre 2014
43
mando tutte queste interruzioni si ottiene il
tempo
totale delle fermate impreviste
. Dividendo questo
valore per il
tempo di produzione pianificato
si
ottiene invece la Disponibilità di un impianto.
Le fermate impreviste sono uno dei principali
responsabili di un indicatore OEE sfavorevole
,
e sono anche uno degli aspetti più difficili da
risolvere, proprio perché le variabili che entrano
in gioco sono tante e complesse. Queste variabili
possono essere migliorate e corrette, ma prima
occorre identificarle ponendosi alcune domande.
Come sono misurati OEE e fermate?
La maggior parte degli impianti manifatturieri
misura manualmente o tramite i software MES i
dati relativi alla produzione e alle fermate.
La
registrazione manuale
è molto diffusa, ma
con l’avanzamento dei software MES sta per-
dendo estimatori. Registrare a mano le informa-
zioni significa fare affidamento sull’esperienza e
sulla scrupolosità degli operatori di linea: quando
avviene un fermo macchina questi registrano
l’evento e la procedura di risoluzione. Succes-
sivamente, i dati vengono inseriti in fogli di cal-
colo e resi disponibili per l’analisi. Il vantaggio
di questo metodo è che si basa sull’esperienza
degli operatori per diagnosticare i problemi di un
impianto, ma nella migliore delle ipotesi occor-
reranno giorni, se non settimane o mesi, affinché
il problema venga risolto. Inoltre, questo metodo
poggia sulla scrupolosità degli operatori nel tener
traccia dei problemi: se non sono chiari e concisi
nell’immettere i dati, le informazioni raccolte
potrebbero rivelarsi inutili. La maggior parte
delle aziende che si avvalgono della registrazione
manuale lo fa per risparmiare denaro o perché non
ha avuto modo di trovare una soluzione automa-
tica adeguata. In realtà, il risparmio che deriva dal
non acquistare un software MES viene annullato
dalle perdite di efficienza causate da problemi
non identificati e risolti prontamente.
I
software MES
riescono invece a instaurare un
collegamento tra gli impianti e il management
esecutivo. Alcuni MES sono capaci di misurare
e analizzare l’OEE e le fermate; alcuni di questi
sono applicativi autonomi, altri possono essere
invece integrati negli Scada. Ci sono numerosi
vantaggi che derivano dall’integrazione di uno
Scada con un software MES che tiene traccia dei
fermi macchina. Il principale è la velocità: i dati
possono essere raccolti e archiviati in maniera
automatica; questo significa che gli operatori
di linea non devono perdere tempo a registrare
manualmente le fermate, poiché è il sistema a
farlo al posto loro. Un altro vantaggio dei MES
è che i dati sono subito disponibili appena si veri-
fica un certo evento; in questo modo gli operatori,
i tecnici adibiti alla manutenzione e i supervisori
di produzione possono intervenire immediata-
mente, non giorni o settimane dopo. Infine l’ac-
curatezza: un buon MES è in grado di registrare
con esattezza quando, dove e perché un evento ha
avuto luogo, fondamentale quando occorre risol-
vere velocemente ed efficacemente i fermi mac-
china.
Chi influenza di più i fermi macchina?
Il personale che lavora in un sito industriale è
numeroso e con svariate mansioni. Per incremen-
tare l’efficienza di un impianto è fondamentale
capire chi influenza maggiormente i fermi mac-
china.
Ad ogni macchina o processo che fa parte di una
linea di produzione è solitamente assegnata una
cella, della quale sono responsabili uno o più
ope-
ratori di linea
, che lavorano direttamente con le
macchine e che perciò hanno un forte impatto su
come queste vengono utilizzate. Ogni decisione
da loro presa può avere un effetto positivo o
negativo su eventuali fermi macchina. Un bravo
operatore di linea riesce ad individuare i problemi
addirittura prima che questi accadano, riuscendo
così ad impedire il fermo macchina; un opera-
tore di linea superficiale, invece, che non presta
la dovuta attenzione al processo di produzione,
non contribuisce a prevenire le fermate e ad evi-
tare che si ripetano in
futuro.
A seconda della gran-
dezza, un impianto
può essere composto
da centinaia, forse
anche migliaia di mac-
chine che ogni giorno
compiono il proprio
lavoro. Le macchine
si rompono, e quando
questo accade si verifi-
cano interruzioni della
produzione. I
tecnici
di manutenzione
si
occupano di mantenere le macchine efficienti,
prevenendone guasti o malfunzionamenti. Un
bravo tecnico effettuerà una manutenzione rego-
lare sulle macchine riuscendo così a prevenirne
eventuali fermate; un tecnico inesperto, al con-
trario, si limiterà ad affrontare i problemi quando
questi si presentano: sarà anche in grado di ripa-
rare un guasto, ma non avrà fatto nulla per evitare
che questo si verifichi nuovamente in futuro.
Con così tanti aspetti da coordinare, occorre la
presenza di una figura che si occupi di super-
visionare le attività di un impianto. Si tratta del
supervisore di produzione
, responsabile di tutta
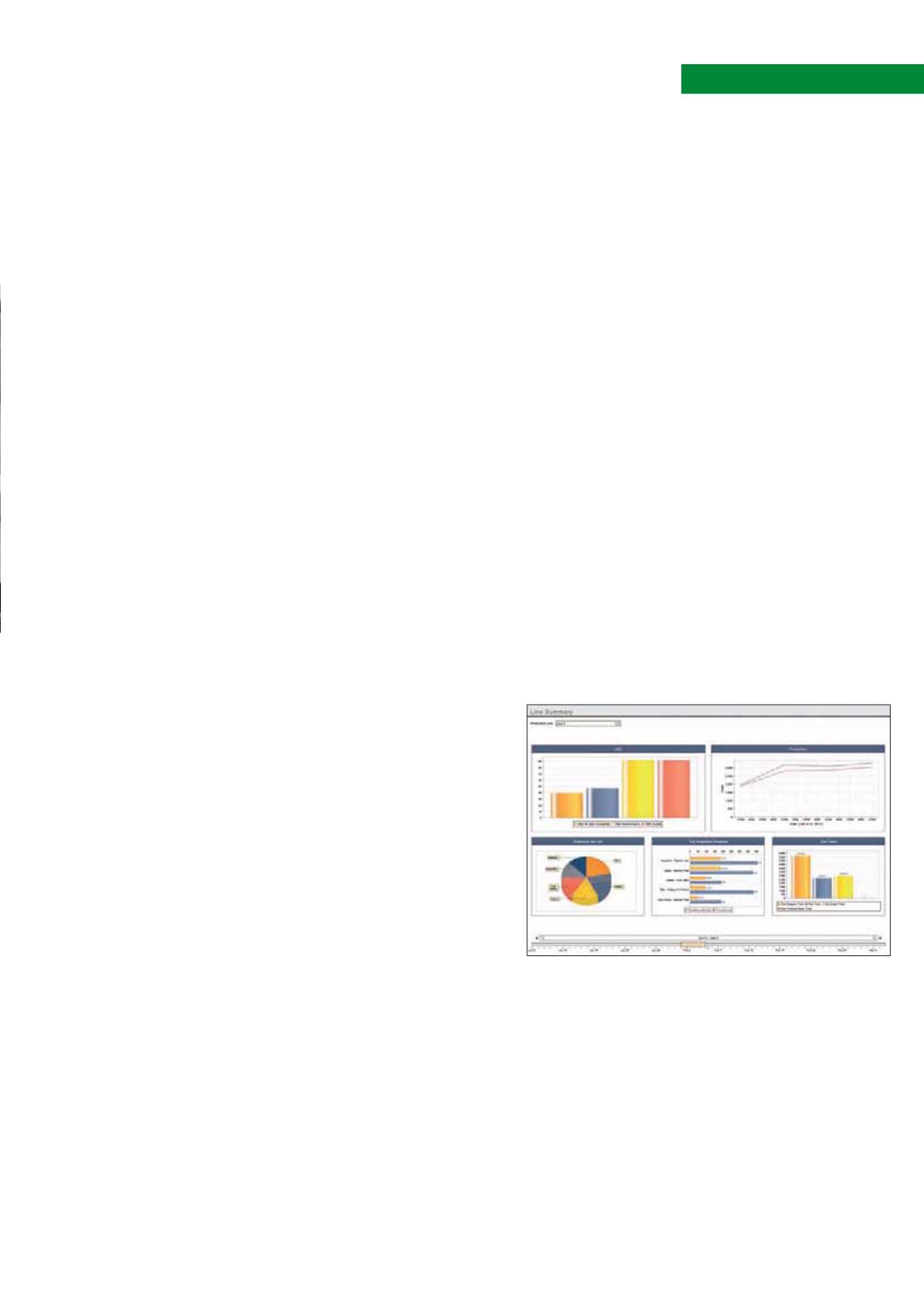
Ignition è un software HMI/
Scada/Mes che utilizza database e
tecnologie Web


