
















 31 / 100
31 / 100

Automazione e Strumentazione
Aprile 2018
ALIMENTARE
approfondimenti
31
- Temperatura: la
temperatura dei
prodotti di pulizia;
- Titolo: la concen-
trazione dei pro-
dotti di pulizia;
- Turbolenza: la ve-
locità e l’impatto
dei liquidi proiet-
tati dai prodotti di
pulizia (almeno 1,5
metri al secondo).
Per comprendere il
funzionamento della regola delle quattro T è utile
confrontare il processo all’operazione che com-
pie una persona che si lava le mani unte. Il grasso
sulla pelle ha bisogno di una particolare quantità
di sapone o detergente per essere rimosso (titolo),
l’acqua deve essere abbastanza calda da reagire
con il grasso e il detergente (temperatura) e le mani
devono essere sfregate (turbolenza) abbastanza a
lungo (tempo) per pulirsi completamente; se uno di
questi elementi è inadeguato (per esempio il sapone
è insufficiente, l’acqua è fredda o il tempo dedicato
al lavaggio è troppo poco) le mani non si puliscono.
Oltre alle ricette di pulizia, l’ottimizzazione
del sistema dipende dal progetto e dalle inter-
connessioni di tubi, valvole, pompe, strumenti
e PLC; tale infrastruttura consente al software
di comunicare con il sistema.
Un esperto di
PID (Process and Instrumentation Drawings),
un software di automazione e applicazioni per la
pulizia per l’industria alimentare possono sempli-
ficare la pianificazione, la progettazione e il pro-
cesso di distribuzione.
Un’applicazione PLC/Scada con una libreria
dedicata per i processi CIP garantisce all’opera-
tore una visibilità totale del sistema di automa-
zione per distribuire le ricette corrette (applicando
i principi delle quattro T) al momento giusto (cfr.
υ
figura 2
).
I dati storici generati da questo tipo di sistema
possono contribuire a ottimizzare ulteriormente
i parametri operativi e il
software di ottimizza-
zione CIP
può essere configurato con ricette di
pulizia implementabili spingendo un pulsante,
realizzando un impianto più flessibile in cui è
possibile allineare varie impostazioni di ricette
e parametri di pulizia a specifici componenti
delle apparecchiature.
Il software di automazione, inoltre, semplifica
l’analisi delle cause originarie dei problemi e le
informazioni memorizzate nella libreria possono
essere utilizzate per produrre rapporti di ‘prova di
pulizia’ richiesti dagli enti preposti all’igiene degli
alimenti. È possibile, inoltre, tracciare le presta-
zioni del sistema confrontandole con parametri di
riferimento stabiliti; se sono rilevate anomalie, il
software può eseguire un’analisi approfondita di
specifici elementi o sotto processi del sistema per
individuare e risolvere eventuali problemi.
Ad esempio, in uno stabilimento per la lavorazione
del latte in Australia recentemente si è verificato
un incidente: si è aperta una valvola per indicare
che il ciclo di pulizia era attivo; agli operatori sem-
brava che il sistema funzionasse correttamente, ma
il software di ottimizzazione CIP in un secondo
momento ha rilevato che una pompa non funzio-
nava, per cui nessun fluido percorreva i tubi. Le
conseguenze se tale problema non fosse stato sco-
perto avrebbero potuto essere molto gravi, ma il
problema è stato evitato perché la pompa guasta è
stata indicata dal rapporto del sistema di automa-
zione e l’incidente è stato esaminato nella libreria
per identificare la causa originaria del problema.
Senza un processo di creazione rapporti, gli opera-
tori potevano accorgersi che esisteva un problema
e potevano ripetere il processo CIP per garantire la
pulizia, ma in questo caso particolare sarebbe stato
inutile ripetere l’intero ciclo.
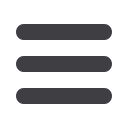
In un sistema come questo è possibile definire la
sequenza che presenta il profilo migliore in base
alla regola delle quattro T (golden CIP ratio) e
confrontare il rapporto ottimale con le perfor-
mance reali a ogni esecuzione del programma di
pulizia. Se i serbatoi chimici indicano una tempe-
ratura errata o una percentuale di prodotti chimici
(titolo) inadeguata oppure se la durata (tempo) o
il flusso (turbolenza) non corrispondono, il tool
diminuirà o aumenterà il ‘golden CIP ratio’ in
base alla differenza rilevata. Il valore di riferi-
mento del ‘golden CIP ratio’ è 100; un valore di
50 indica un problema significativo durante la fase
soda caustica e/o acido. Nella finestra del software
è possibile controllare i dettagli per individuare il
parametro che non corrisponde al peso predefinito
per ogni parametro ‘T’ chiave (cfr.
υ
figura 3
).
Figura 3 - Il grafico
con codifica a colori indica
eventuali problemi all’operatore