tecnica
Automazione e Strumentazione
■
Marzo 2014
83
MECCATRONICA
secondo una linea oggettiva che parte
dalla scomposizione di tutti gli aspetti del
problema, per arrivare a definire molte-
plici soluzioni per ogni singola funzione
elementare da implementare
[1]
. Succes-
sivamente una scelta dei criteri oggettivi
di valutazione e discriminazione delle
soluzioni individuate, permette al team di
progetto di eleggere la combinazione delle
soluzioni ottimale. Si giunge così ad indi-
viduare la configurazione definitiva della
macchina.
L’idea di fondo è quella di arrivare, tramite
accurate analisi funzionali e studi prelimi-
nari, a risolvere tutti gli aspetti critici del
progetto, quando questo si trova ancora
nella fase “virtuale”. Si dedica molto
tempo alle simulazioni, alla costruzione di
affidabili modelli Cad, alle verifiche vir-
tuali di funzionamento del controllo logico
implementato. Applicando sistematica-
mente questo metodo, nulla sfugge all’a-
nalisi dei progettisti ed ogni problematica
viene individuata ed affrontata tempesti-
vamente, quando ancora non sono state
investite risorse materiali nel progetto.
In passato un metodo progettuale di que-
sto tipo non ha mai preso piede nel mondo
aziendale: investire tanto
tempo nello studio è sempre
stato ritenuto un dispendio
di tempo ingiustificato. Si
è sempre preferito arrivare
alla fase di costruzione e
montaggio dei particolari
fisici della macchina nel più
breve tempo possibile.
Attualmente, grazie allo
sviluppo dei software Cad
e di simulazione, l’idea sta
cambiando. Molte aziende
hanno capito che togliere
tempo alla fase di ricerca
e sviluppo significa quasi
sempre dover risolvere a
posteriori gli aspetti critici
che si sono trascurati in fase
di progetto, determinando
l’innalzamento dei costi di
progetto e dei tempi di messa in servizio,
con il rischio di lasciare irrisolti i problemi
riscontrati.
Vedremo tramite questo esempio con-
creto, come l’applicazione delle nuove
metodologie progettuali possa invece
soddisfare le aspettative sopra descritte,
avendo consentito a Nuova Star di mettere
in servizio un ottimo prodotto, in tempi
brevi e a costi contenuti.
Sviluppo del progetto
Nuovi modelli di cerniera nascono conti-
nuamente per soddisfare specifiche fun-
zionali sempre più strin-
genti e dedicate per ogni
cliente. La forte differen-
ziazione di prodotto richie-
sta dal mercato ha imposto
la specifica di “flessibi-
lità” per la macchina. Era
necessaria una macchina
di controllo quanto più
possibile
“universale”,
affidabile e di semplice utilizzo.
In accordo alla norma VDI 2225 tutte le
diverse soluzioni individuate per le fun-
zioni elementari di posizionamento su
macchina, di movimentazione, di misura
e di controllo, sono state riportate nella
matrice morfologica (
υ
figura 2
). In que-
sto modo il team di progetto disponeva di
un quadro completo chiaro e ordinato, in
base al quale poter valutare e selezionare
la soluzione ottimale, senza tralasciare
alcun aspetto.
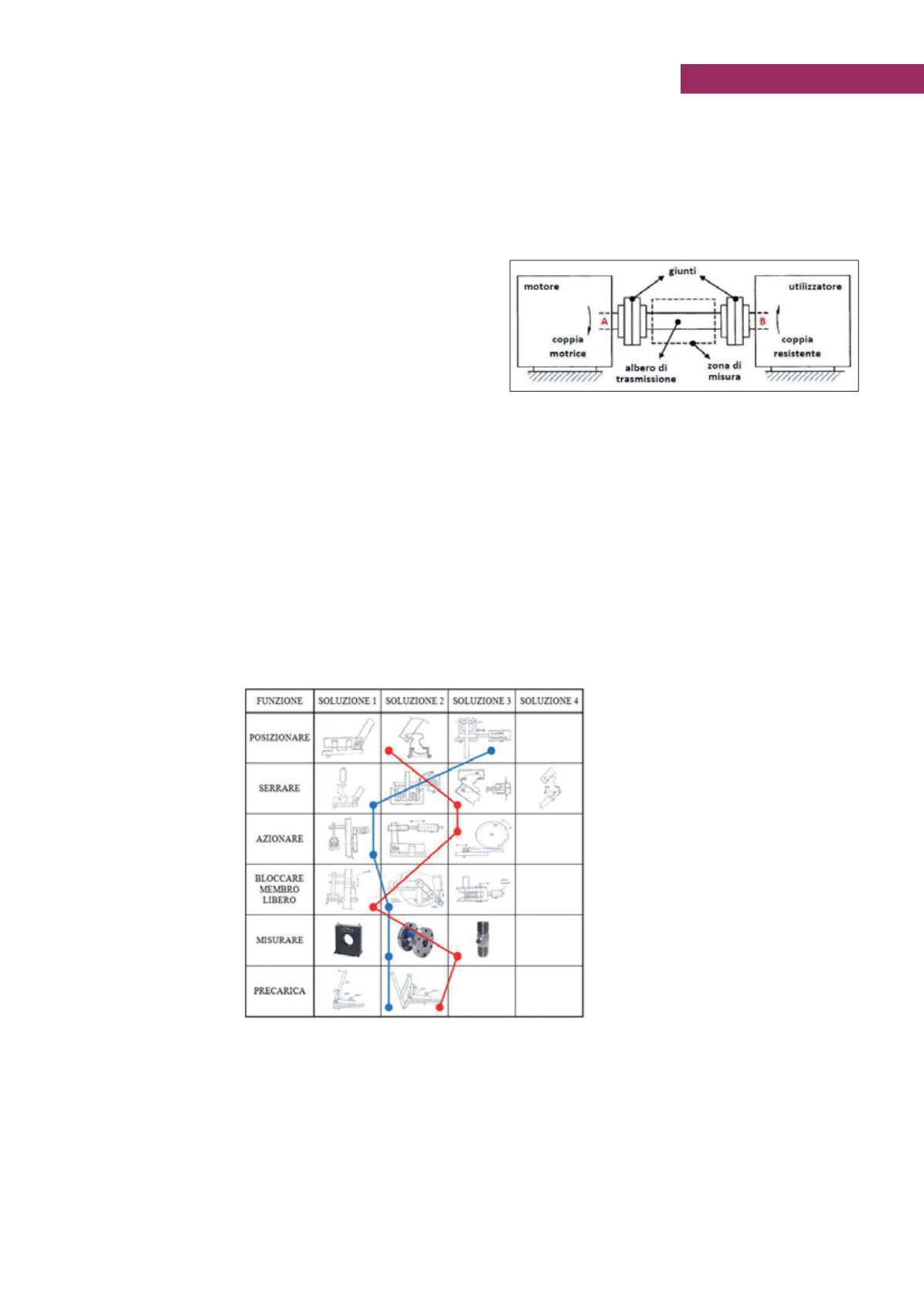
Principio di funzionamento
Come misurare la coppia offerta dalla cer-
niera?
Un azionamento elettrico consente la sua
movimentazione in apertura e in chiusura.
Se un membro della cerniera è vincolato a
telaio e l’altro è solidale all’asse di attua-
zione, allora, all’equilibrio, su di esso si
sviluppa un momento torcente pari alla
coppia di reazione offerta. Introducendo
un torsiometro su questo asse è possibile
misurare la coppia in maniera semplice
(
υ
figura 3
).
La scelta di questa soluzione concettuale è
stata dettata dai criteri di valutazione che
verranno esposti di seguito, basati sull’a-
nalisi delle criticità del problema.
Definizione del posaggio
Uno degli aspetti fondamentali del pro-
getto in esame è stato la definizione del
posaggio sul quale alloggiare le cerniere
pronte per la misura
[2]
. Le specifiche
richiedevano che una sola cerniera per
volta venisse processata su macchina e
soprattutto che le aspettative di flessibi-
lità del sistema non compromettessero la
semplicità desiderata per il cambio for-
mato. Inoltre, la scelta della giacitura della
cerniera sul posaggio implicava la conse-
guente esclusione di molte delle soluzioni
riportate in matrice. Come si poteva deter-
minare in modo oggettivo quale fosse il
migliore posizionamento della cerniera su
macchina?
Prima di rispondere a questa domanda, era
opportuno capire quale fosse la massima
precisione di posizionamento richiesta
per ottenere la tolleranza di 0,1 Nm sulla
misura di coppia.
Era chiaro che il disallineamento tra l’asse
di attuazione e il fulcro della cerniera
influiva negativamente sulla precisione di
misura, determinando un’oscillazione di
coppia indesiderata. Grazie a simulazioni
eseguite con Matlab-Simulink è emerso
che un disallineamento di appena 0,15 mm
avrebbe comportato un errore di misura
pari alla massima tolleranza ammessa
da specifica. A valle di questa analisi era
chiaro, quindi, che il requisito indispen-
sabile per il posaggio fosse garantire alla
cerniera un’elevata precisione di posizio-
Figura 2 - Matrice morfologica
Figura 3 - Rappresentazione schematica del principio di funzionamento


