
















 60 / 116
60 / 116

APRILE 2018
AUTOMAZIONE OGGI 405
60
AO
S P E C I
A L E
camere del medesimo sistema di visione sono posizionate sopra i
nastri di uscita e di reimmissione del getto dal controllo dimensio-
nale, per permettere al robot di prelevare i pezzi per completare il
ciclo di lavorazione. La pinza del robot BX200, oltre a manipolare
i getti, può prelevare da apposita stazione un telaio con ventose
per la movimentazione dei separatori presenti tra i vari strati del
pallet. La configurazione dei trasportatori di ingresso e di uscita
nel sistema fa sì che il pallet dei pezzi grezzi, una volta svuotato,
possa fungere da pallet di ricezione dei pezzi lavorati e finiti.
Per poter gestire le varie operazioni in funzione dei tempi ciclo
di carico, scarico e trasferimento pezzi sul carro di traslazione
del robot manipolatore, sono stare ricavate quattro stazioni di
deposito getti, grazie alle quali il ciclo di movimentazione del
robot risulta ottimizzato. È inoltre presente una stazione di de-
positi e ripresa dei getti, perché il robot possa variare la presa
sul getto semilavorato, per passare alle varie operazioni OP10,
OP20, OP30.
Una volta terminate le lavorazioni sulla macchina MaKino, il robot
BX200 porta il getto verso il robot di sbavatura dove sono presenti
due stazioni, una per il codice A e una per il codice B: qui il getto
viene depositato, bloccato e ribaltato, per consentire al robot di
sbavatura di eseguire le operazioni di finitura sia sul lato supe-
riore sia su quello inferiore del pezzo. In questa stazione, il robot
BX200 può prelevare anche un particolare utensile in modo da
agganciare una molla helicoil in uscita da una tazza vibrante con
relativo alimentatore lineare e posizionarla, avvitandola nei fori
predisposti sui rispettivi getti. Nell’area di sbavatura si trova un
robot RS80, munito di cambio automatico dell’utensile di lavoro,
che permette al robot stesso di prelevare un elettromandrino e
una turbina pneumatica compensata radialmente per effettuare
tutte le finiture richieste sul pezzo. L’elettromandrino è corredato
a sua volta di prelievo automatico dell’utensile, provvisto della
possibilità di eseguire un cambio utensili disposti in apposito ma-
gazzino, per garantire il massimo della flessibilità e per compen-
sare l’usura degli utensili stessi prelevandone di nuovi.
Tramite il dispositivo di cambio automatico, il robot RS80 può pre-
levare una pistola per la gestione dei rivetti a strappo, anch’essi
alimentati da apposita tazza vibrante, e procedere all’inserimento
degli stessi nei fori, dove è richiesta una capacità di posiziona-
mento di meno di un decimo di mm.
Uno staff altamente specializzato
L’impianto illustrato, appena implementato con piena soddi-
sfazione da parte del cliente, è stato interamente progettato e
installato dallo staff tecnico di Tiesse Robot, che, in connubio
con lo storico partner Kawasaki Robotics, ha potuto applicare le
più avanzate tecnologie del settore della robotica e impiegare i
robot fra i più performanti sul mercato. L’azienda visanese, che da
sempre ha sviluppato una vocazione internazionale, è in grado di
effettuare con la massima professionalità e competenza analisi
preliminari in merito alle esigenze degli utenti, effettuare studi di
fattibilità e progettare soluzioni ad hoc, che vengono customiz-
zate sulle specifiche aspettative in materia di produzione delle
aziende.
•
Tiesse Robot -
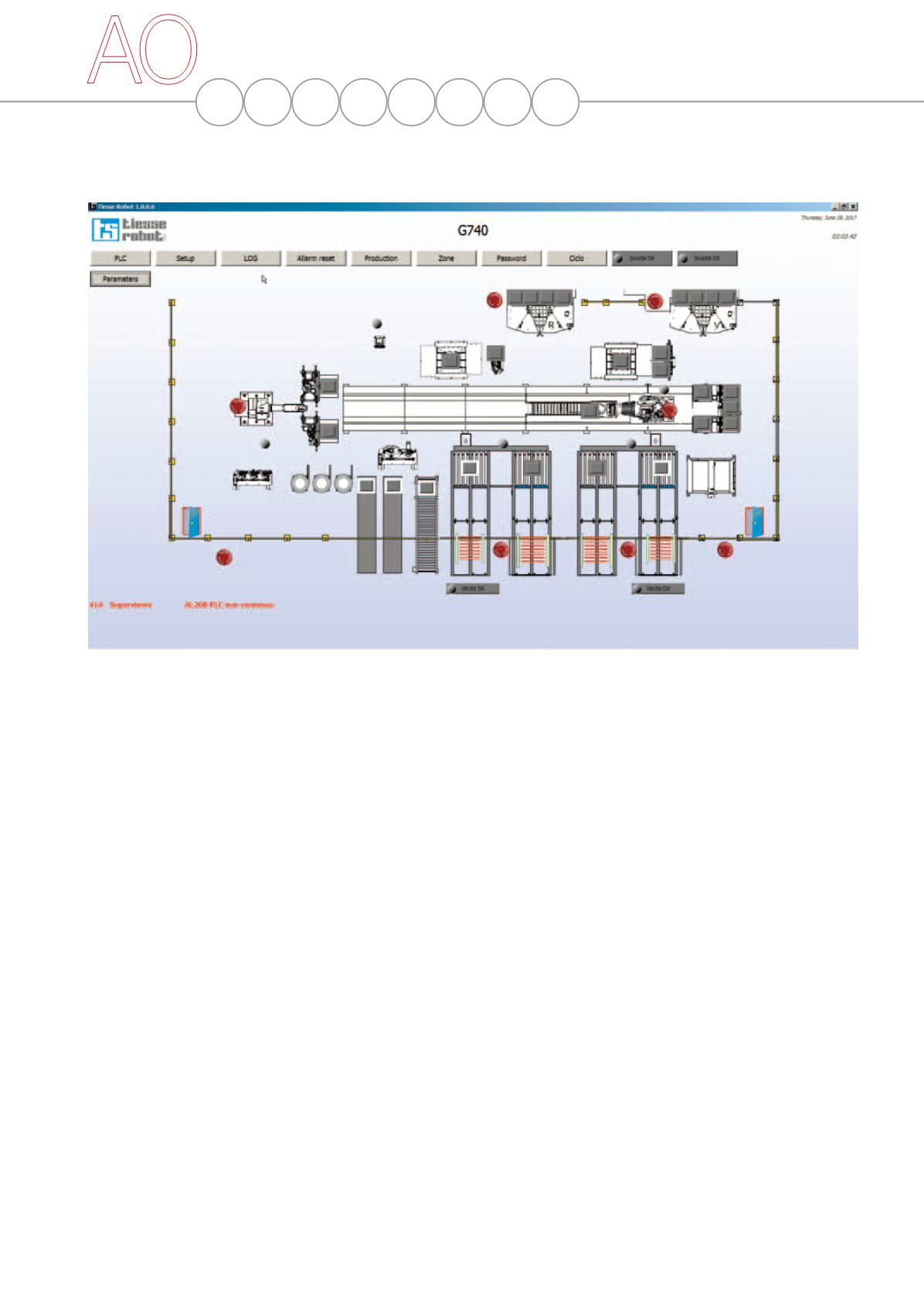
www.tiesserobot.itUn supervisore tiene conto delle quantità prodotte, degli scarti, dei pezzi controllati, reimmessi in ciclo o scartati e a rendere
i dati disponibili al sistema di gestione