MAGGIO 2014
FIELDBUS & NETWORKS
81
posta al centro della nave e tramite rulliere raggiungono le stazioni di
lavoro robotizzate (VSS), lungo le quali proseguono per successivi cicli
di ‘start’ e ‘stop’. Presso le diverse stazioni vengono eseguite tutte le
operazioni di saldatura, cianfrinatura, coating ecc. Prima di procedere
alla saldatura viene ‘infilata’ nella sezione di tubo da saldare un’‘a-
nima’ che assicura il perfetto allineamento della nuova sezione con
la precedente.
“Date le dimensioni e il peso del materiale da lavorare, la sincroniz-
zazione di tutte le fasi di produzione, dalla saldatura delle diverse
parti al varo del tubo in mare, costituisce un fattore critico” illustra
Marra. “Ogni movimento e ogni fase devono essere quindi tenute
sotto stretto controllo. Utilizziamo diversi sensori per verificare sva-
riati parametri, per esempio delle celle di carico per rilevare la pres-
sione del tubo; le informazioni arrivano a un PLC adibito al controllo
del processo. L’intera linea è ridondata; abbiamo utilizzato una strut-
tura ad anello per evitare perdite di dati in caso di interruzioni della
comunicazione in un punto della rete Profinet. Si deve infatti conside-
rare che un qualsiasi seppur minimo errore nel processo può causare
danni ingenti. Se per esempio una parte del tubo viene lavorata male
e non supera i test finali prima del varo, per cui deve essere anche
solo rimossa, le operazioni sono tutt’altro che semplici, oltre che one-
rose, a causa appunto delle difficoltà connesse alla movimentazione
di pezzi di queste dimensioni e peso”. Basti pensare che, a volte, se
il tubo si rompe, si preferisce abbandonarlo in mare piuttosto che
recuperarlo, proprio a causa dei costi. “Se le condizioni di posa non
sono ottimali, poi, a volte occorre abbandonare il tubo; ovviamente
questo deve avvenire seguendo regole precise in modo da poter poi
recuperare il tubo agevolmente e proseguire quindi con il varo” spiega
ancora Marra.
Tutti i numeri del progetto
Il progetto realizzato da Remacut ha visto l’installazione sulla nave
posatubi di 300 macchine fra rulliere, traslatori d’assi, rotatori per la
saldatura, macchine di allineamento tubo ecc., per un totale di circa
30 stazioni di lavoro per cianfrinatura, saldatura ecc., 71 inverter, due
centraline idrauliche, tre armadi di distribuzione in bassa tensione,
13 Simatic ET200S, 22 switch Ethernet Scalance X, per la gestione di
circa 130 nodi Profinet, e circa 15 postazioni di controllo operatore.
“Abbiamo impiegato la rete Profinet in topologia mista ad albero e
anello, collegando 37 stazioni PLC Simatic con CPU IM151-8 failsafe
di Siemens, con uscite Safety di sicurezza” spiega Marra.
Il sistema è suddiviso in tre moduli, ognuno dei quali corrisponde a
una parte dell’impianto e viene controllato da un PLC Simatic S7-400
di Siemens.
I cavi Profinet arrivano a una stazione Scalance di Siemens che con-
sente la comunicazione con le altre due parti dell’impianto. I drive
sono comandati dal PLC; tutte le informazioni sono trasmesse al si-
stema VMS (Vessel Management System), che tiene sotto controllo
l’intero processo. I tre PLC Siemens sono collegati tramite Junction
Box; la sicurezza è garantita da quattro stazioni failsafe S7-315 (WSS
- Safety Working Station); tramite gli Scalance tutti i dati confluiscono
in uno Scada di controllo MP377. “Il sistema è pensato per essere
anche gestito da remoto, direttamente dalla nostra sede di Torino,
tramite un collegamento Internet sicuro via VPN” conclude Marra.
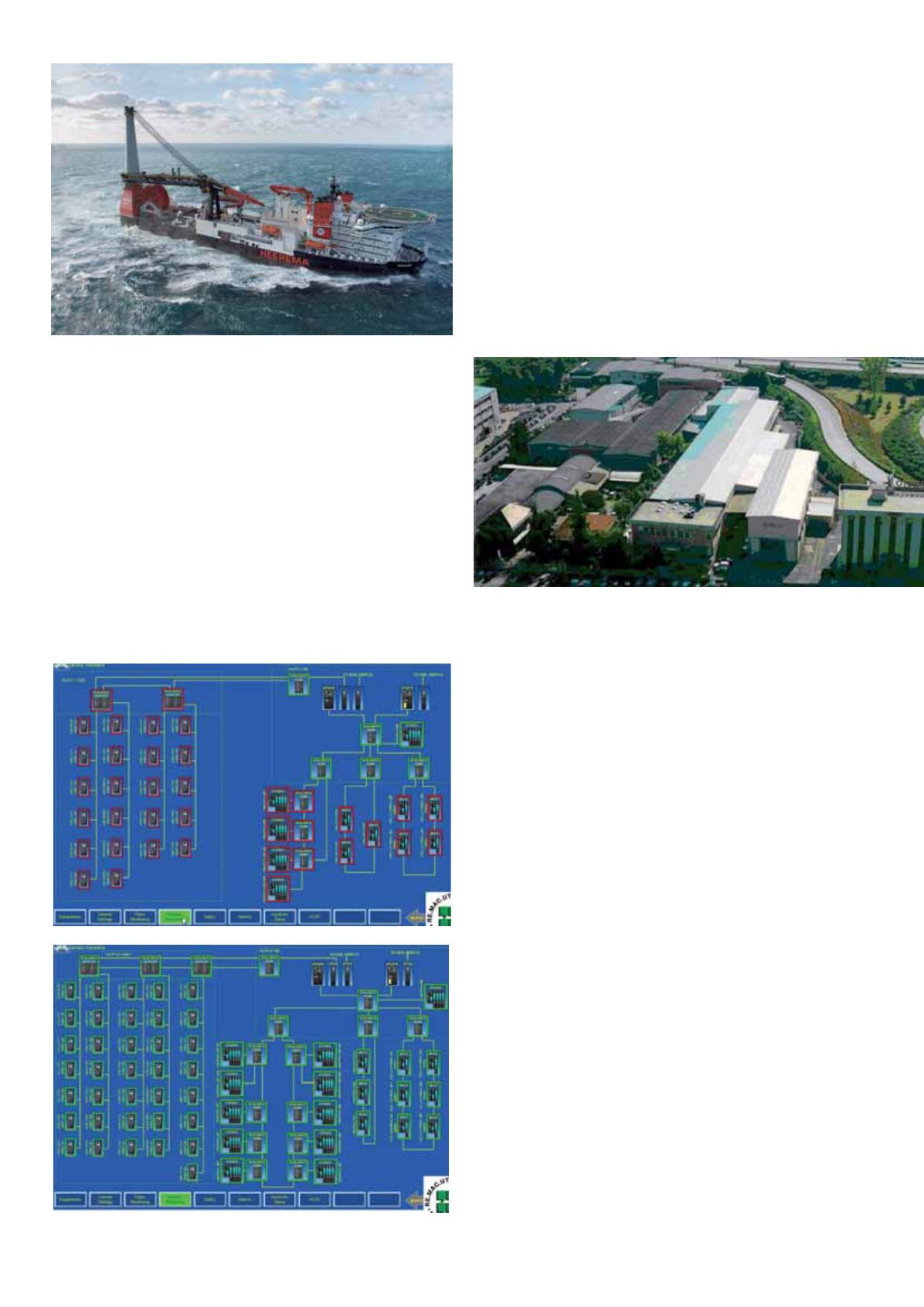
Siemens –
Re.Mac.Ut. -
Schema del sistema di controllo
Fra i progetti realizzati da Remacut Àgura la messa a punto della
nave posatubi denominata Aegir
La sede Remacut di Torino


