


















 85 / 100
85 / 100

CONTROLLO
tecnica
Automazione e Strumentazione
n
Novembre/Dicembre 2015
85
algoritmi di
bad quality
, basati sul controllo di validità, rate of
change e freeze delle misure, consentono di individuare eventuali
fault delle misure impiegate.
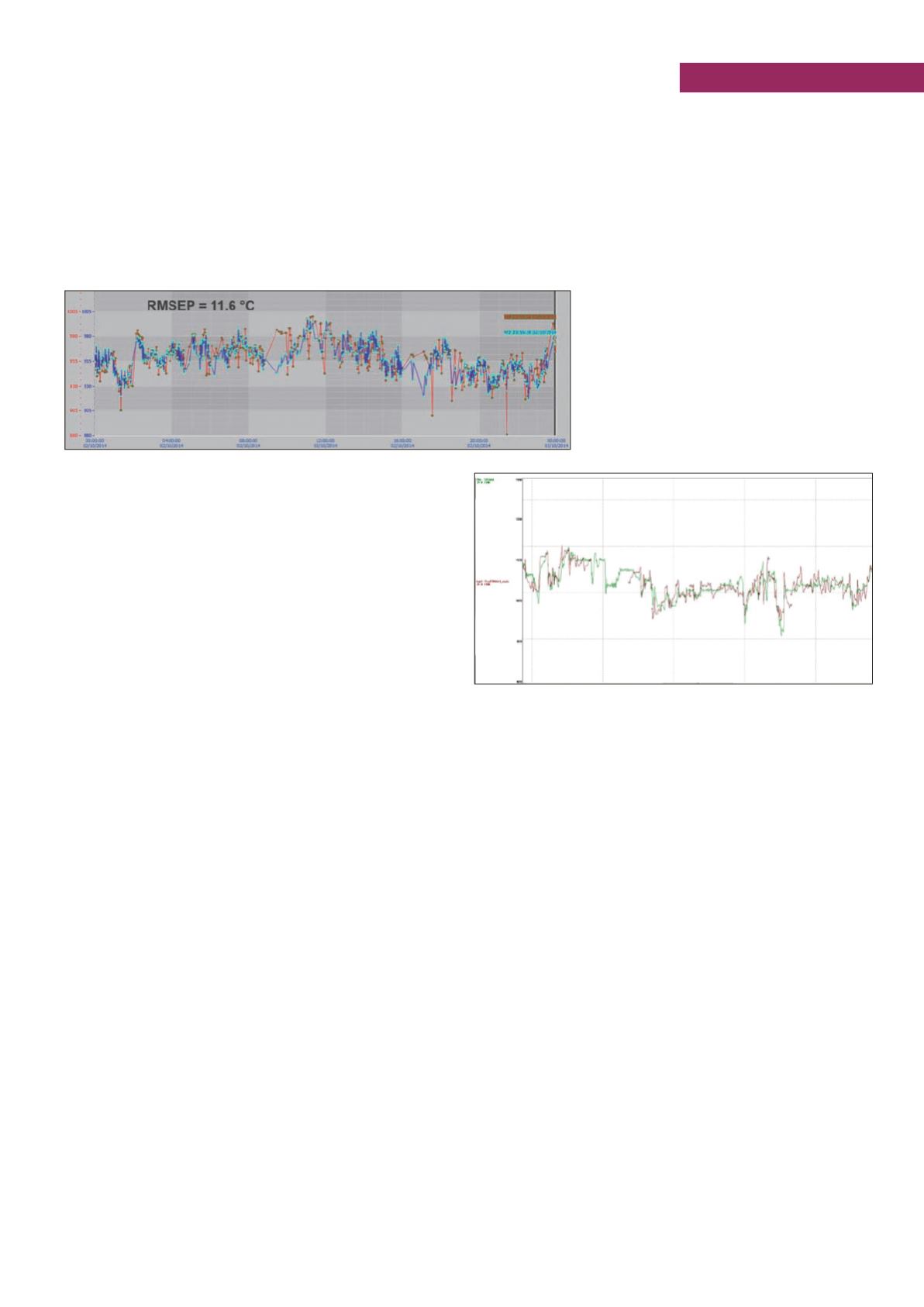
Nella figura seguente è mostrato un confronto tra la stima superfi-
ciale di ogni billetta uscita dal forno fornita dal modello termodi-
namico con la misura del pirometro ottico: l’errore medio di pre-
dizione (RMSEP -
Root Mean Square Error of Prediction
) risulta
essere inferiore ai 12 °C (circa l’1% del campo di misura).
Algoritmo predittivo per il controllo di processo
L’algoritmo di controllo implementato all’interno del sistema APC
è basato sul ben noto
Model-Based Predictive Control
(MPC) ([6]
e [7]). Al fine di poter implementare ed utilizzare questo algoritmo
per il controllo del forno presentato in questo articolo, sono stati
introdotti alcuni aspetti innovativi rispetto alla versione standard
dell’MPC utilizzato tipicamente per processi a variabili continue.
Infatti, come si evince dalla descrizione del processo, il forno di
riscaldo è un processo discontinuo in quanto ogni billetta entra nel
forno, si riscalda nel suo passaggio attraverso il forno (spostan-
dosi da un posto al successivo), è sfornata, ed infine si raffredda
al di fuori del forno fino a che non raggiunge il pirometro che ne
misura la sua temperatura di lavorazione.
L’innovazione principale è stata quella di integrare ad un modello
Black-Box (che descrive dinamicamente una sotto parte del pro-
cesso) l’algoritmo di tracking ed il modello agli elementi finiti;
si è ottenuto quindi un modello ibrido in spazio di stato tempo
variante, a cui è stato applicato l’algoritmo di controllo MPC.
Il modello complessivo realizzato è composto da 109 variabili
controllate (di cui 29 modellate Black-Box e 80 modellate agli
elementi finiti), 10 variabili manipolate e 4 disturbi. Il modello
Black-Box è stato impiegato per modellare il legame dinamico
che esiste tra le portate di gas naturale e aria utilizzate per la com-
bustione di ogni zona del forno (variabili manipolate all’interno
dell’MPC), e alcune tra le variabili più significative del forno, tra
cui temperature di zona, rapporti stechiometrici aria/gas naturale,
posizioni delle valvole, ecc. (variabili controllate all’interno del-
l’MPC). Accanto a queste variabili, sono state inserite altre varia-
bili in feedforward che influiscono sulla dinamica del forno; le più
significative risultano essere il rate di sfornamento delle billette, la
temperatura di ingresso delle billette e la pressione del forno.
L’identificazione del modello Black-Box è stata realizzata dopo
aver condotto degli step-test nel processo ([8] e [9]); i legami dina-
mici tra le variabili manipolate/feedforward e le variabili control-
late sono descritti da funzioni di trasferimento del primo/secondo
ordine con ritardo, in quanto risultano particolarmente vantaggiose
per essere utilizzate all’interno di un algoritmo di controllo MPC
([10]). Nella figura seguente è mostrato il risultato dell’identifi-
cazione di una temperatura di una zona (utilizzata come variabile
controllata) del forno.
La linea verde rappresenta la temperatura reale, mentre la linea
rossa rappresenta la stima fornita dal modello. L’errore medio
di predizione, calcolato su dati di validazione, risulta inferiore
all’1.5% del campo scala di misura. Le predizioni delle restanti
variabili controllate risultano avere performance analoghe sugli
stessi dati di validazione: l’errore medio di pre-
dizione risulta compreso tra l’1% e il 2%.
Le variabili controllate legate alle billette
modellano il legame che esiste tra le tempe-
rature di zona (a loro volta modellate con le
portate di aria e gas) e la temperatura di cia-
scuna billetta all’uscita del forno, permettendo
di individuare i valori delle portate di aria e di
gas tali da garantire, tenendo conto della pro-
duttività del forno, che la temperatura della billetta sfornata sia
superiore alla temperatura minima richiesta per la lavorazione. Un
algoritmo di minimizzazione si occupa quindi di trovare il target
ottimo al quale far convergere le variabili manipolate affinché sia
minimizzato il costo delle variabili economiche (gas naturale),
rispettando tuttavia tutti i vincoli produttivi imposti sulle variabili
controllate.
La tecnologia sviluppata, che unisce la modellazione ibrida e adat-
tativa alla revisione dell’algoritmo MPC (riscritto per poter essere
applicato a processi
non continui e ad elementi discreti
), è stata
ritenuta di valore altamente innovativo, permettendo la redazione
di una domanda di brevetto.
Risultati
In questa sezione sono mostrati i risultati raggiunti attraverso l’u-
tilizzo del sistema APC sul forno di preriscaldo billette di tipo
Walking Beam.
Prima dell’installazione del sistema APC, gli operatori non ave-
vano nessuna indicazione del riscaldamento delle billette all’in-
terno del forno; grazie al sistema sviluppato gli operatori possono
visualizzare, in una delle pagine di interfaccia dedicate (HMI
- Human-Machine Interface), il profilo termico del forno, a par-
tire dalla prima billetta (temperatura di ingresso) fino all’ultima
(temperatura di sfornamento). La linea rossa della figura seguente
rappresenta il profilo termico descritto.
Figura 3 - Stima della temperatura di sfornamento delle billette: temperatura
reale (linea blu) e predizione (linea rossa)
Figura 4 - Modello di una temperatura di zona: temperatura reale (linea
verde) e predizione (linea rossa)