


















 87 / 100
87 / 100

Automazione e Strumentazione
n
Novembre/Dicembre 2015
CONTROLLO
tecnica
87
La
►
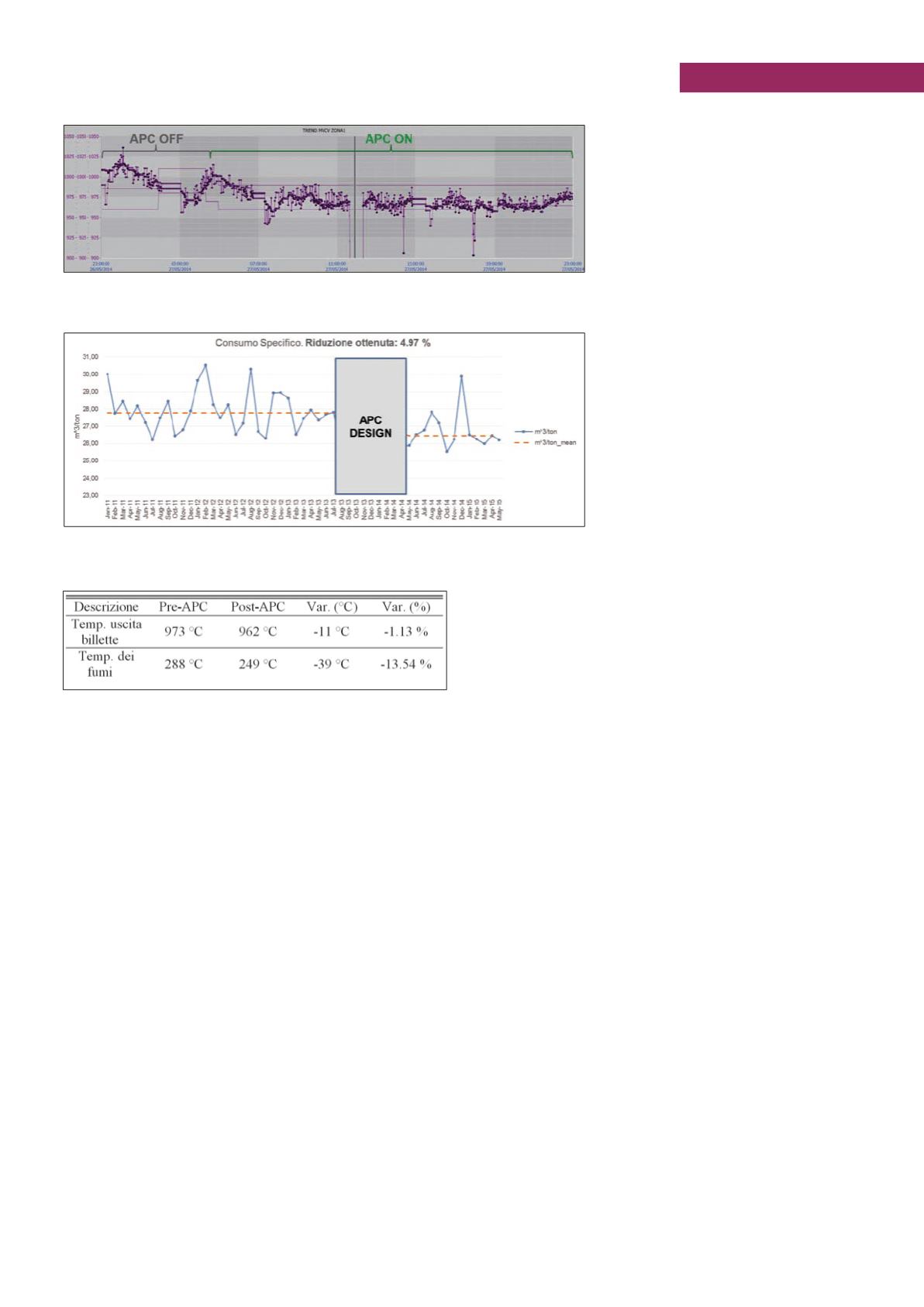
tabella
riassume i risultati precedentemente descritti.
Conclusioni
In questo articolo è stato presentato un innovativo Sistema di Con-
trollo Avanzato (APC) applicato ad un forno di preriscaldo billette
di tipo Walking Beam. Il sistema APC ha sostituito la precedente
gestione manuale del forno in cui gli operatori definivano la tem-
peratura che ogni zona doveva avere, senza conoscere la tempe-
ratura che le billette avevano all’interno del forno. Al contrario il
sistema APC, attraverso un Modello Termodinamico Adattativo
agli Elementi Finiti (FEM), è in grado di stimare il profilo ter-
mico di riscaldo di ogni billetta; conoscendo questa informazione
ed utilizzandola all’interno di un algoritmo di Controllo Predit-
tivo (MPC) è stato possibile riscaldare ogni billetta fino al target
desiderato (e non oltre), minimizzando il consumo specifico di gas
naturale. Dopo un anno di funzionamento, con un fattore di ser-
vizio intorno al 98%, si è ottenuto un abbassamento del consumo
specifico di gas naturale prossimo al 5%, con una conseguente
riduzione dei costi di produzione dello stabilimento. La mede-
sima tecnologia è stata successivamente applicata ad un forno
di preriscaldo di tipo Pusher Type, ed ha prodotto una riduzione
del consumo specifico di gas naturale pari al 15% (dopo 3 mesi
di funzionamento). Gli aspetti tecnologici innovativi inerenti la
modellazione e l’algoritmo MPC sono stati oggetto di domanda di
brevetto come primo caso di applicazione industriale del controllo
predittivo nel settore siderurgico.
A questo proposito occorre ricordare che
la tecnologia sviluppata era storicamente
appannaggio di soli grandi processi indu-
striali continui ed energivori come le raffine-
rie; non era mai stata applicata prima d’ora
nel mondo dell’acciaio, dove invece, si è
visto, può portare a risparmi generosi. Que-
sta opportunità è stata possibile attraverso
la modalità di proposizione del contratto in
modalità ESCo; Bartucci Spa si è presa in
carico il rischio tecnologico e finanziario
dell’investimento proponendo il progetto in
totale benefit sharing.
Un sistema di questo tipo, oltre ad ottimiz-
zare il processo produttivo, ha permesso
anche la trasformazione dei profili tecnici
degli operatori, incrementando la professio-
nalità e permettendo loro di dedicare atten-
zione ed energie al de-bottlenecking del
ciclo produttivo, anziché relegarli alla mera
operatività di processo.
La possibilità di controllare anche da remoto
le attività del forno infine garantisce un
monitoraggio costante e la risoluzione in
tempo reale di eventuali problemi che possono sorgere: l’appli-
cazione infatti elabora tutte le informazioni raccolte e invia alert
intelligenti direttamente alle parti coinvolte nel processo in modo
che possano intervenire in tempo reale su scostamenti dai valori di
efficienza produttiva previsti qualora si presentino.
Per tutte queste ragioni i due casi sviluppati si connotano come
possibili applicazioni di retrofit di forni di riscaldo già esistenti,
volte ad incrementarne l’efficienza energetica.
Bibliografia
[1]
A. Martensson, “Energy Efficiency improvement by measure-
ment and control – A case study of reheating furnace in steel in-
dustry”, Department of Environmental and Energy System Stud-
ies, Sweden.
[2]
A. Starck, A. Muhlbauner, C. Kramer,
Handbook of Thermo-
processing Technologies
, Vulkan-Verlag, 2005.
[3]
F.G. Shinskey,
Energy Conservation through Control
, Aca-
demic Press Inc., New York, 1978
[4]
P. Fontana, A. Boggiano, A. Furinghelli, G. Cabras, C.A. Si-
moncini, “An advanced computer control system for reheat fur-
naces”.
Iron and Steel Engineer
, 1983.
[5]
Y.A. Cengel,
Termodinamica e trasmissione del calore
. Mc-
Graw-Hill, 2005.
[6]
J.M. Maciejowski,
Predictive control with constraints
. Pren-
tice Hall, 2002.
[7]
E.F. Camacho, C. Bordons,
Model Predictive Control
. Spring-
er, 2005.
[8]
Y. Zhu, T. Backx,
Identification of Multivariable Industrial
Processes for Simulation, Diagnosis and Control
. Springer, 1993.
[9]
Y.C. Zhu,
Multivariable System Identification for Process
Control
, Elsevier Science, Oxford, 2001.
[10]
L. Ljung,
System Identification - Theory for the User
, Pren-
tice-Hall, 1897.
n
Figura 8 - Andamento, prima e dopo l’accensione dell’APC, della temperatura di sfornamento reale delle
billette e relativi vincoli: temperatura reale (linea viola) e vincoli minimi e massimi (linee viola tratteggiate)
Figura 9 - Andamento del consumo specifico di gas naturale prima e dopo l’installazione dell’APC: consumo
specifico mensile (linea blu) e valor medio del consumo specifico (linea rossa tratteggiata)
Tabella - Riepilogo dei risultati