


















 82 / 100
82 / 100

CONTROLLO
tecnica
Novembre/Dicembre 2015
n
Automazione e Strumentazione
82
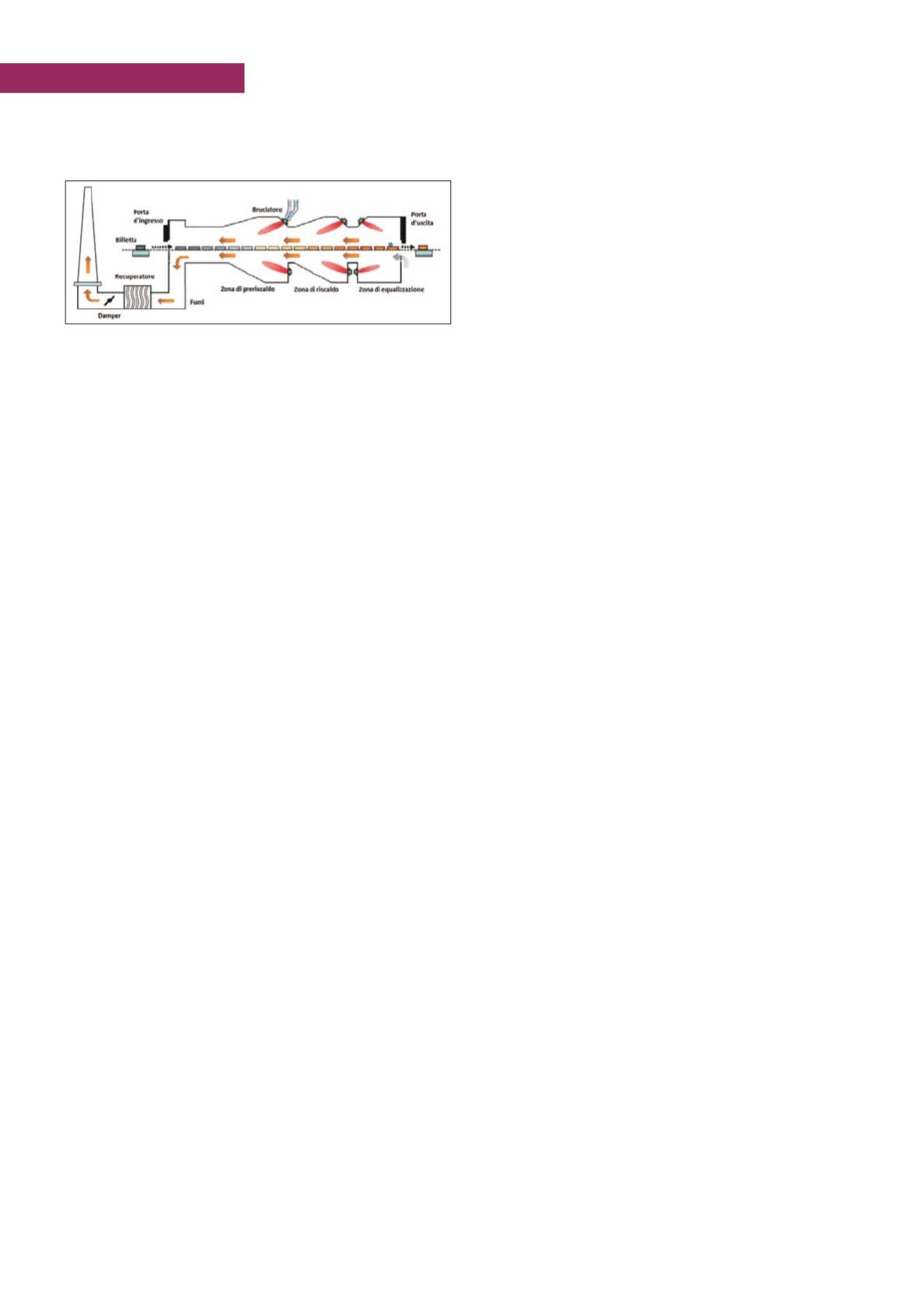
Nell’immagine seguente sono visibili tutti i componenti di un
forno di preriscaldo precedentemente descritti.
Gli elevati costi energetici per questo processo derivano dall’im-
piego di gas naturale utilizzato come combustibile nei bruciatori.
L’articolo si concentrerà nella descrizione dell’intervento eseguito
su un forno walking beam di consumo annuo pari a 9 milioni
di Sm
3
di gas naturale e produzione annua attorno alle 350.000
ton. Risulta evidente, in un processo di questo tipo, che lo scopo
principale di un sistema di controllo avanzato orientato all’in-
cremento dell’efficienza energetica è quello garantire il corretto
riscaldamento del materiale all’interno del forno minimizzando il
consumo specifico di gas naturale. Da numerosi studi effettuati
in letteratura([1], [3] e [4]), è stato dimostrato che in un forno di
preriscaldo, attraverso un sistema APC, l’incremento di efficienza
energetica è raggiunto se vengono perseguiti i seguenti obiettivi:
- Sfornare le billette alla temperatura desiderata.
- Stabilizzare e minimizzare l’eccesso di aria utilizzata come
comburente nella combustione, cercando di lavorare in prossi-
mità del rapporto stechiometrico ideale tra aria e gas.
- Spostare il baricentro termico del forno verso la zona di sforna-
mento, evitando di disperdere calore nei fumi di combustione.
- Ottimizzare il profilo di riscaldo durante i transitori in cui il rate
di sfornamento delle billette non è costante.
È chiaro che i precedenti obiettivi risultano difficilmente raggiun-
gibili attraverso una gestione manuale del forno: tipicamente,
quello che si ottiene attraverso una gestione manuale è un corretto
riscaldamento delle billette a scapito, tuttavia, di un alto consumo
specifico di gas naturale; le billette sono infatti frequentemente
riscaldate ad una temperatura maggiore rispetto a quella minima
necessaria per la lavorazione. Al contrario, utilizzando un sistema
APC, in grado di stimare il profilo di riscaldo di ogni billetta con-
tenuta nel forno ed in grado di effettuate delle predizioni tempo-
rali su come evolverà il processo controllato, è possibile ottenere
una significativa riduzione del consumo specifico di gas naturale
incrementando, di conseguenza, l’efficienza energetica del pro-
cesso.
Lo scopo di questo articolo è proprio delineare i benefici derivati
dall’installazione di un sistema di controllo avanzato in un forno
di preriscaldo billette di tipo Walking Beam. All’intero dell’ar-
ticolo è innanzitutto descritto il processo controllato (nella pros-
sima sezione), quindi sono illustrati l’
algoritmo di tracking delle
billette
(terza sezione), il
modello termodinamico agli elementi
finiti
(quarta sezione) e l’
algoritmo predittivo per il controllo del
processo
(quinta sezione). Infine sono mostrati i risultati raggiunti
dopo un anno di funzionamento del APC sul processo reale (nella
sezione dedicata ai risultati e nelle conclusioni). Saranno anche
accennati i risultati ottenuti in un forno di tipo pusher type, i quali
saranno ripresi con maggiore dettaglio in successive pubblica-
zioni.
Descrizione del processo
Lo scopo del sistema di controllo avanzato presentato in questo
articolo è quello di garantire il corretto riscaldamento delle billette
all’interno di un forno di preriscaldo Walking Beam minimiz-
zando al tempo stesso il consumo specifico di gas naturale.
L’APC è stato applicato ad un forno in cui sono caricate billette
di due differenti lunghezze (9 m e 4.5 m) e con sezioni variabili
(160x160 mm, 200x160 mm e 150x150 mm). Le billette possono
essere inoltre infornate a differenti temperature: il range tipico
va dai 30 °C fino a temperature prossime ai 700 °C; il forno è
in grado di contenere al suo interno 80 billette. Il target relativo
alla temperatura di sfornamento di ogni billetta non è costante, ma
strettamente legato al tipo di prodotto finale che viene realizzato.
Il forno, lungo circa 24 m, è costituito da 6 zone; nello specifico,
partendo dalla zona di caricamento, sono presenti:
- Il tunnel, privo di bruciatori e lungo circa 7 m;
- La zona 5, dotata di 12 bruciatori e lunga circa 4 m;
- La zona 4, dotata di 12 bruciatori e lunga circa 4 m;
- La zona 3, dotata di 12 bruciatori e lunga circa 4 m;
- La zona 2 e la zona 1, dotate di 24 bruciatori, disposte affiancate
in modo da coprire rispettivamente la testa e la coda di ogni
billetta e lunghe circa 5 m.
Ogni zona è strumentata con una termocoppia che rileva la tempe-
ratura alla quale sono sottoposte le billette. Nelle zone in cui sono
utilizzati i bruciatori, sono presenti dei flussimetri per la misura
delle portate di aria e gas naturale. Tali misure sono utilizzate da
controllori PID, implementati nel PLC di stabilimento, che rego-
lano la combustione di ogni zona. In prossimità del camino dove
vengono espulsi i fumi di combustione, è presente un manometro
per la misura della pressione del forno; tale pressione è regolata
attraverso la movimentazione di una damper posta alla base del
camino stesso. In ingresso al forno è presente un pirometro ottico
per la rilevazione della temperature di infornamento delle billette
mentre, in uscita dal forno, dopo le prime gabbie di laminazione,
è presente un ulteriore pirometro ottico utilizzato per misurare la
temperatura di sfornamento.
Per la minimizzazione del consumo specifico di gas naturale e il
raggiungimento di tutti gli obiettivi descritti nella sezione prece-
dente è stato necessario implementare all’interno del sistema APC
i seguenti tre moduli:
- Algoritmo di tracking per modellare la corretta movimentazione
delle billette all’interno del forno.
- Modello termodinamico agli elementi finiti (FEM) per stimare
il profilo di riscaldo di ciascuna billetta nel suo percorso attra-
verso il forno.
- Algoritmo predittivo per il controllo del processo (MPC).
Nelle seguenti sezioni i tre moduli sono descritti dettagliatamente.
Algoritmo di tracking delle billette
L’algoritmo di tracking delle billette all’interno del forno ha lo
scopo di tracciare la posizione e la temperatura di ciascuna bil-
letta all’interno e all’esterno del forno, dal suo ingresso fino alla
sua lavorazione nel treno di lavorazione. L’algoritmo tiene traccia
Figura 1 - Schema di un forno di preriscaldo billette
►