

















 79 / 100
79 / 100

CONTROLLO
tecnica
Automazione e Strumentazione
Novembre/Dicembre 2017
79
– Engineering, in cui si definiscono le specifiche di dettaglio;
– Construction, ovvero dopo Procurement e Assembly, la fase di
collaudo in fabbrica (Factory Acceptance Test o FAT);
– Deployment, i collaudi in campo (Site Acceptance Test o
SAT), Commissioning, messa in marcia con l’Handover
dell’impianto al cliente finale;
– Operation dell’ impianto con attività di Supervisione e Manu-
tenzione;
– Big Data e Analytics: raccolta dati storici.
Controllo o automazione?
Il controllo è la capacità di guidare il processo. L’automazione è,
per un progettista di impianti (ad esempio, un processista), uno
dei mezzi con il quale raggiungere gli obbiettivi fissati: in altri
termini, un ‘contenitore’ di una quota del controllo (il ‘conte-
nuto’), quella che conviene automatizzare.
Un impianto può essere controllato in manuale o in automatico,
lo scopo è di ‘farlo funzionare’ secondo gli obiettivi che il pro-
gettista ha definito.
Il progettista, nella sua attività di progettazione, deve immagi-
nare e prevedere un certo grado di
flessibilità nella conduzione
dell’impianto
, che consenta un facile tuning a fronte di diverse
condizioni di assetto di impianto (ad esempio, quando si debbano
distillare greggi di caratteristiche diverse).
Bisogna considerare tolleranze e flessibilità in impianto senza
le quali non si potrebbe fare ottimizzazione. Il perseguimento
di gradi di libertà e la rapidità di intervento, insieme alla com-
plessità degli algoritmi di controllo, sono i fattori principali che
determinano quale quota del controllo automatizzare.
Per definire i diversi assetti dell’impianto durante la progetta-
zione saranno coinvolti (
υ
figura 3
):
Il tecnologo processista, che definisce:
– i parametri di processo entro i quali l’impianto deve funzionare
(ricette),
– i parametri di processo eventualmente pericolosi per il funzio-
namento stesso dell’impianto (allarmi, sequenze di blocco di
processo).
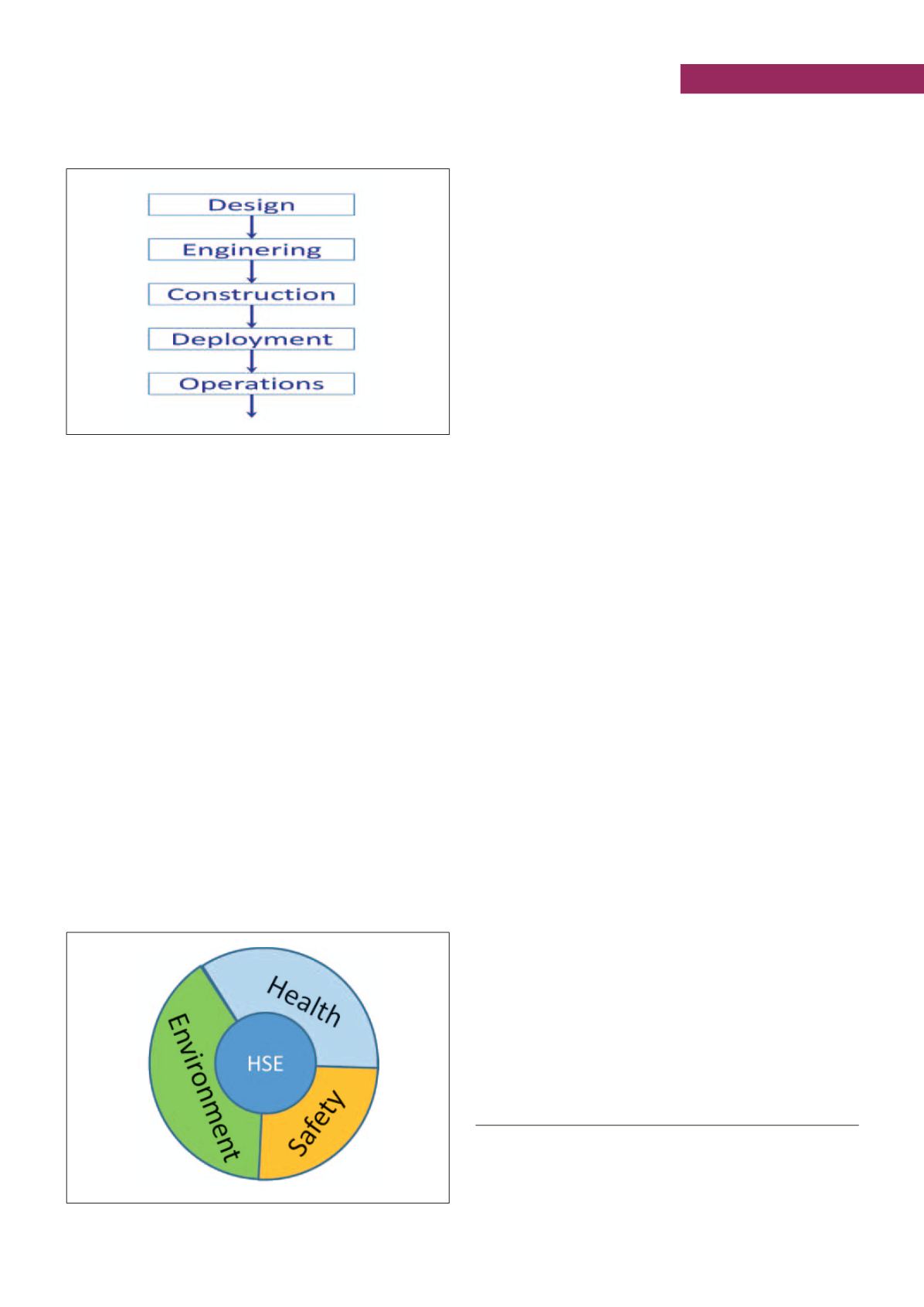
Il tecnologo HSE, che definisce:
– i parametri di monitoraggio delle sostanze pericolose (tossiche,
infiammabili, esplosive),
– la segregazione delle aree di processo (Hazop),
– il livello Sil richiesto nei circuiti di blocco
1
,
– le azioni da intraprendere nel caso in cui si manifestino eventi
potenzialmente pericolosi, in altri termini le filosofie di
shut
down
per tutto ciò che non riguarda le cause di processo. È di
competenza HSE anche la gestione delle eventuali azioni di
evacuazione dalle aree interessate da eventi catastrofici.
In linea di principio, l’Automazione potrebbe quindi semplice-
mente essere intesa come strumento per eseguire
strategie di
controllo
, che possono anche essere estranee al tecnologo stesso
dell’automazione.
Talvolta, tuttavia, il controllo viene inteso come un ‘sottoin-
sieme’ dell’automazione perché, nel tempo e con l’esperienza,
il tecnologo dell’automazione diviene un pilastro fondamentale
nella definizione delle strategie di controllo. Tocca spesso al tec-
nologo dell’automazione, poi, occuparsi della raccolta dei dati
che servono per la gestione, oltre che delle acquisizioni e dei
comandi che servono per il controllo stesso.
Pertanto, l’automazione spesso non si limita alla semplice
implementazione degli apparati contenitori del controllo
(hardware e software), ma si occupa anche di mettere in atto
altre funzioni quali:
– acquisire dati,
– regolare, chiudendo loop singoli (la ‘regolazione’ è diversa dal
‘controllo’, che implica uno schema),
– controllare (applicando schemi di controllo, convenzionali o
avanzati),
– memorizzare dati storici,
– definire l’interfaccia dell’operatore,
– tele-assistere (dove il prefisso ‘tele’ è inteso in senso generico),
– affrontare l’Asset management.
1
È da notare che la filosofia SIL nacque con l’intento di mini-
mizzare il costo dei circuiti di blocco, identificando i loop critici
e differenziandoli dai loop di minor rilevanza; tuttavia oggi si
assiste ad un dilagare di richieste “SIL” anche laddove non stret-
tamente necessario.
Figura 3 - HSE
Figura 2 - Fasi principali del ciclo di vita