Automazione e Strumentazione
■
Gennaio/Febbraio 2014
CONTROLLO
tecnica
87
La specifica del HMI prevede la defini-
zione e i metodi che possono essere uti-
lizzati come interfaccia col PCS e include
display, monitor di PC, strumenti sof-
tware ecc. Lo HMI è presente sia in sala
controllo, sia in campo, con requisiti e
caratteristiche del tutto differenti. Forse la
funzione più importante del HMI è la pre-
sentazione agli operatori degli allarmi dal
processo e dal PCS stesso. Gli allarmi pos-
sono essere classificati in livelli di priorità
(Ansi/Isa 18.2 [22] e la futura IEC 62682
[21]) a seconda delle conseguenze dell’a-
nomalia e dei tempi di reazione disponi-
bili. Oltre alla gestione degli allarmi deve
essere specificata la gestione degli eventi
(in particolare quando sono richieste riso-
luzioni spinte), i metodi di archiviazione
storica, le procedure di ricerca e visualiz-
zazione di grandezze analogiche (trend),
le funzioni di back-up.
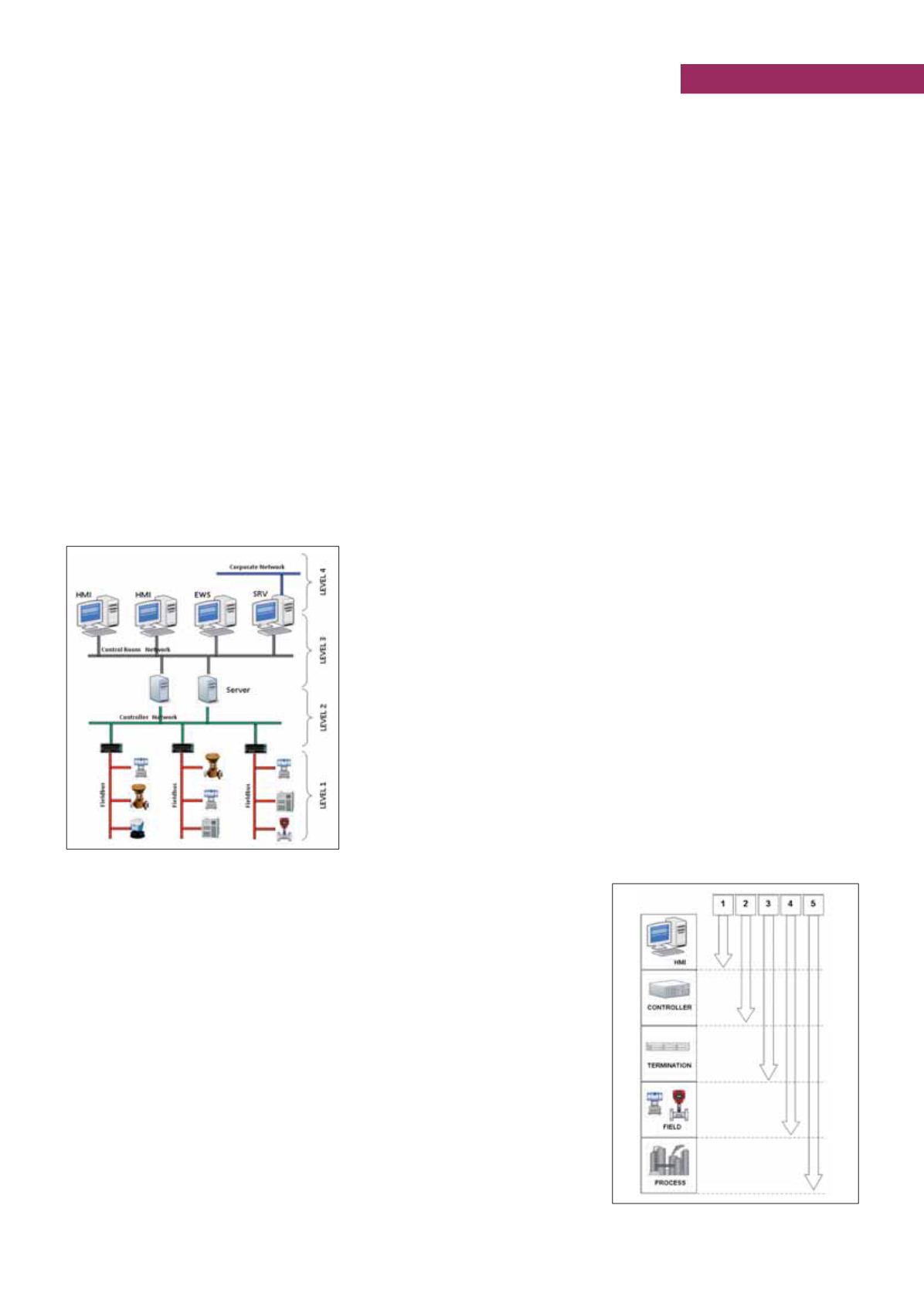
Requisiti di comunicazione
La comunicazione è l’essenza stessa di un
PCS moderno. Un PCS con un alto livello
di integrazione può presentare fino a quat-
tro livelli di comunicazione (
cfr figura
6
):
- Fieldbus: tra apparati in campo e con-
trollori.
- Rete dei controllori: è la dorsale che
connette i vari controllori in un sistema
distribuito e attraverso cui passano le
funzionalità di controllo real-time.
- Rete di sala controllo: oggi basata su
IEEE802-Ethernet, collega i controllori
alle macchine di sala controllo.
- Rete aziendale: per integrare il PCS
nella rete informatica dell’azienda
(ICT).
Sistemi più semplici possono avere meno
livelli di comunicazione, così come pos-
sono essere previsti o meno i server tra la
rete dei controllori e la rete di sala con-
trollo.
Il progettista deve specificare il proto-
collo di comunicazione da impiegare su
ciascuna rete e le interfacce (se presenti)
verso sistemi terzi o altri sistemi esterni,
come il
Manufacturing Execution System
(MES) o il
Enterprise Resource Planning
(ERP).
Prestazioni
Le prestazioni sono spesso relative a fun-
zioni specifiche che il PCS o un suo sotto-
sistema deve compiere entro stretti limiti
temporali. Le funzioni di questo tipo più
tipiche sono:
la sincronizzazione
di peri-
feriche (I/O remoti o IFD);
il richiamo di
pagine video
sul HMI, incluso il tempo
di popolamento delle variabili;
il tempo
di reazione generale
, dall’istante in cui
l’operatore invia un comando fino a
quando il feedback viene visualizzato
sul HMI;
il tempo di ciclo dei control-
lori
, in particolare se devono svolgere
funzioni hard real-time.
In alcuni casi possono essere definiti
degli indicatori di prestazione (Key Per-
formance Indicators - KPI) per monito-
rare le prestazioni di apparati o sotto-
sistemi. In particolare nell’ambiente
“fabbrica” e nei processi batch è usuale
definire un
Overall Equipment Effecti-
veness
(OEE) per misurare l’efficienza
di una macchina o di un processo.
Supporto per il ciclo di vita
Il supporto tecnico di un PCS parte
nella fase di pre-vendita e deve conti-
nuare per l’intero ciclo di vita. Include sia
aspetti di service tecnico (corsi, assistenza
on-line, gestione ricambi ecc.) sia di tipo
più commerciale (garanzie, aggiorna-
mento software ecc.)
[24]
.
Specifiche delle prove in fabbrica (FAT)
I concetti generali delle prove di accet-
tazione in fabbrica (Fat) ed in sito (Sat),
così come le prove di integrazione in sito
(Sit), sono oggetto degli standard IEC
61069
[11]
e 62381
[18]
. Le procedure
di dettaglio per il Fat sono invece oggetto
della futura Parte 2 della IEC 62603. In
fase di specificazione del sistema, il pro-
gettista deve indicare il tipo e l’esten-
sione delle prove sul PCS che dovranno
essere condotte in fabbrica. I primi passi
di un Fat prevedono sempre: verifica della
documentazione di progetto, verifica della
fornitura hardware (quantitativi e tipi),
ispezione visiva del sistema, verifica del
corretto funzionamento di ciascun com-
ponente.
Il progettista deve indicare nelle specifi-
che che tipo di prove sono richieste per il
software applicativo, cioè il software che
implementa le logiche di controllo dello
specifico processo. La IEC 62603-1 defi-
nisce cinque livelli di prova del software
applicativo che possono essere realizzati
durante il Fat (
cfr figura 7
):
-
Livello 1:
viene verificata la correttezza
del HMI, senza alcuna simulazione
degli I/O;
-
Livello 2:
gli I/O sono forzati manual-
mente utilizzando il software di confi-
gurazione del PCS, valutando le logi-
che e lo HMI;
-
Livello 3:
gli I/O sono simulati a livello
di morsettiere del PCS utilizzando
appositi simulatori hardware per for-
zare segnali digitali e analogici;
-
Livello 4:
applicabile ai sistemi basati
su fieldbus, prevede l’emulazione
della comunicazione con gli apparati in
campo attraverso specifici dispositivi di
interfaccia che supportano il fieldbus
prescelto. I valori delle variabili sono
forzati manualmente attraverso il sof-
tware di configurazione del dispositivo
di emulazione;
-
Livello 5:
viene realizzato un simula-
Figura 6 - Esempio di PCS con quattro livelli di
comunicazione
Figura 7 - Livelli delle prove in fabbrica (Fat)


