

















 59 / 100
59 / 100

Automazione e Strumentazione
Marzo 2018
PROCESSO
applicazioni
59
tati in
υ
figura 6
. In particolare le prestazioni
relative alla precedente conduzione manuale e
quelle di ‘i.Process | Cement’ sono confron-
tate sulla base di un performance test della
durata totale di tre settimane. In
υ
figura 6
,
la variabile presa in considerazione è la con-
centrazione di ossidi d’azoto (NO
x
). Dopo
l’introduzione del sistema APC ‘i.Process |
Cement’, è stata osservata una riduzione rile-
vante della deviazione standard (circa il 32
[%]
) e del valor medio (circa il 15
[%]
) degli
ossidi di azoto (NO
x
) (
υ
figura 6
), consen-
tendo quindi al processo di operare più vicino
ai vincoli imposti.
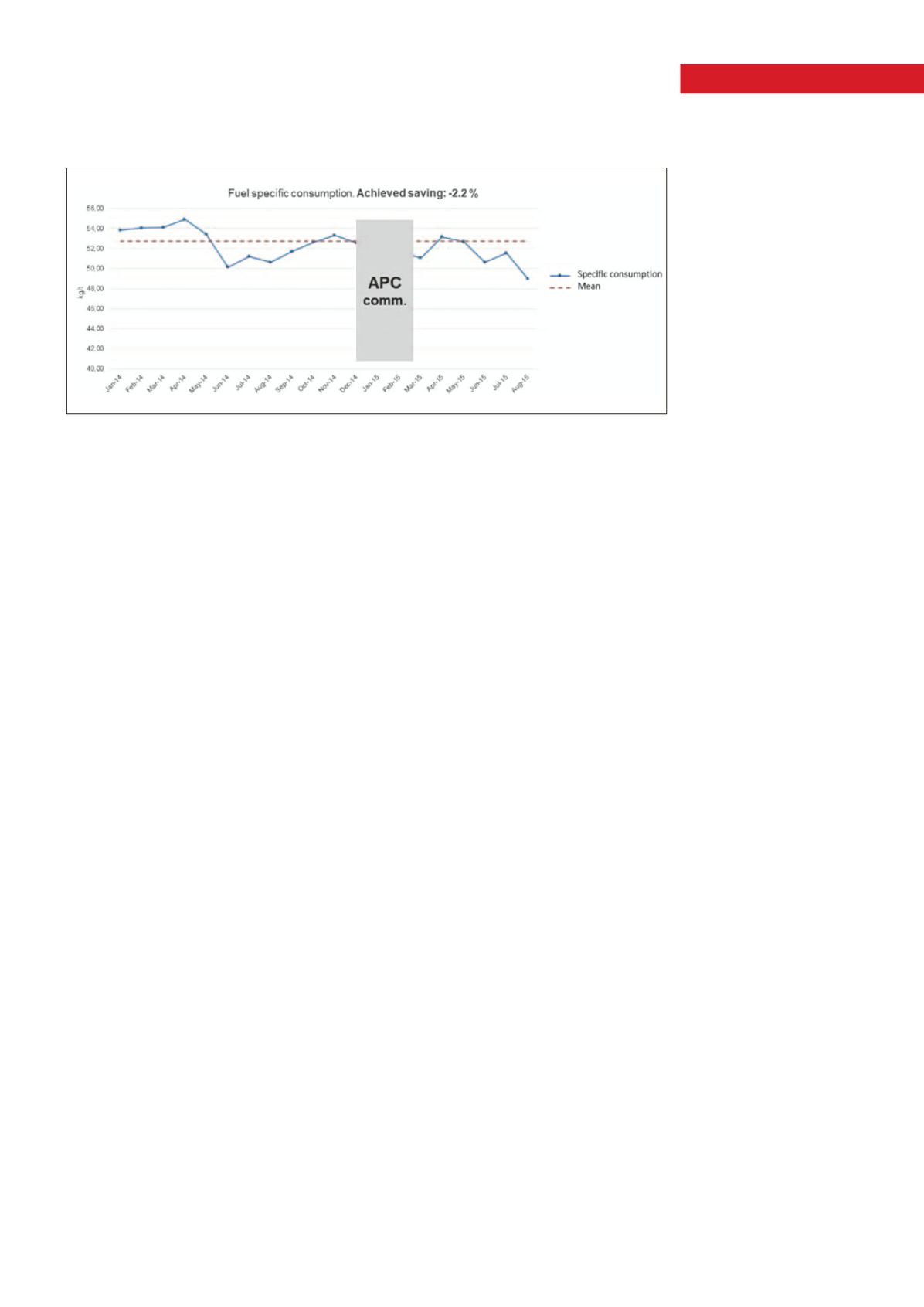
In tal modo, il consumo specifico di polverino
di carbone è stato ridotto: dopo circa otto mesi
dal primo start-up del sistema APC ‘i.Process |
Cement’, è stata ottenuta una
riduzione pros-
sima al 2.2 [%]
(
υ
figura 7
). La riduzione
del consumo specifico e, più in generale,
l’aumento di efficienza energetica (che com-
prende anche una riduzione delle emissioni),
hanno permesso il raggiungimento di titoli di
efficienza energetica.
Conclusione
Nel presente articolo è stato descritto un
sistema per il controllo e l’ottimizzazione
della fase di produzione del clinker nell’in-
dustria del cemento. Il controllore avanzato,
denominato ‘i.Process | Cement’, è stato svi-
luppato dallo staff di i.Process mediante una
collaborazione con il laboratorio LISA del
Dipartimento di Ingegneria dell’Informazione
dell’Università Politecnica delle Marche.
Sono stati analizzati i risultati relativi all’in-
stallazione di ‘i.Process | Cement’ in un
impianto italiano. Le
prestazioni del control-
lore
sono risultate soddisfacenti sia in termini
di
efficienza energetica
sia in termini di
con-
trollo di processo
.
Gli sviluppi futuri riguardano l’inclusione di
nuove strategie di identificazione, modella-
zione e controllo all’interno dell’attuale pac-
chetto software. Un ulteriore significativo
sviluppo futuro sarebbe quello di estendere il
controllo del sistema APC ‘i.Process | Cement’
alle altre fasi di produzione del cemento.
Referenze
[1]
P. A. Alsop, Cement Plant Operations
Handbook, International Cement Review, 3rd
Ed., 2001.
[2]
E. Boe, S. J. McGarel, T. Spaits and T.
Guiliani, “Predictive Control and Optimiza-
tion Applications in a Modern Cement Plant,”
Cement Industry Technical Conference, pp.
1-10, 2005.
[3]
http://www.iprocess.it[4]
J. Maciejowski, Predictive Control with
Constraints. Harlow, UK: Prentice-Hall,
2002.
[5]
S. Arad, V. Arad and B. Bobora, “Advan-
ced control schemes for cement fabrication
processes,” Robotics and Automation in Con-
struction, vol. 23, pp. 381-404, 2008.
[6]
G. Martin, T. Lange and N. Frewin,
“Next generation controllers for kiln/cooler
and mill applications based on model pre-
dictive control and neural networks,” IEEE/
PCA 42nd Cement Industry Technical Con-
ference, 2000.
[7]
S. M. Zanoli, C. Pepe and M. Rocchi,
“Improving Performances of a Cement
Rotary Kiln: A Model Predictive Control
Solution,” Journal of Automation and Con-
trol Engineering, vol. 4, no. 4, pp. 262-267,
Agosto, 2016.
[8]
C. Pepe, “Model Predictive Control aimed
at energy efficiency improvement in process
industries,” Ph.D. Thesis, Università Politec-
nica delle Marche, 2017.
Figura 7 - Consumo specifico
di polverino di carbone prima
e dopo l’attivazione del sistema APC
‘i.Process | Cement’