PLASTICA
applicazioni
Automazione e Strumentazione
■
Marzo 2014
49
seguente configurazione:
-
CPU S7-400 modello 417
come unità di ela-
borazione di reparto. Fornita di altissima capa-
cità di memoria, permette di ricevere i piani di
produzione 15 giorni prima della reale messa in
lavorazione di un prodotto e di memorizzare i
lotti prodotti per ulteriori 60 giorni - caratteristi-
che che fanno sì che si possa lavorare una setti-
mana anche senza il collegamento con il Server
Centrale.
-
CPU Safety serie IM151-8F PN/DP
per la
gestione di tutti i dispositivi di sicurezza (bar-
riere, carter funghi ecc.) posti sull’impianto.
La CPU Safety permette di gestire tutti questi
dispositivi collegando i vari moduli di cui è
composto il sistema in sicurezza solamente tra-
mite il cavo Profinet.
-
Periferia decentrata Profinet IM151-3 PN
HF
fornita di moduli I/O standard e Safety
suddivisi fra le due CPU in configurazione I/O
Shared. Ogni CPU gestisce gli I/O secondo i
propri compiti. Il blocco completo di periferia
costituisce un modulo di quattro presse e quindi
in fase di ampliamento è necessario solo colle-
gare il nuovo modulo alla rete Profinet esistente
senza eseguire nessun’altra implementazione
hardware.
La situazione antecedente l’implementazione
delle soluzioni Siemens e Hightec vedeva
due problematiche da superare, ossia il set up
delle macchine di produzione che avveniva in
maniera manuale senza la gestione delle code
produttive e l’intera movimentazione che era
eseguita utilizzando la tracciatura virtuale del
prodotto. Le possibilità di mescolamento dei
prodotti erano molto elevate e solo una diversa
colorazione dei singoli oggetti, all’apparenza
simili tra loro, poteva proteggere da questi
mescolamenti.
Nell’ottica di una massima ottimizzazione delle
materie prime, Coster si è orientata a realizzare
prodotti non identificabili esclusivamente dal
colore, fattore che ha reso imprescindibile la
necessità di gestire la produzione in modo auto-
matico. Il colore è di conseguenza diventato
neutro, abolendo l’utilizzo di sostanze coloranti
che sì ne favorivano l’identificazione, ma che
comportavano problemi di approvvigionamento
e pulizia stampi in fase di cambio produzione.
Il sistema è così in grado di gestire la produ-
zione a livello di
movimentazione prodotto
,
tracciabilità
e del
controllo della produzione
.
La soluzione progettata integra il meglio della
tecnologia sul mercato per gestire svariate
problematiche, come le potenzialità di elabo-
razione, la gestione della sicurezza di reparto,
l’interfacciamento intuitivo con l’operatore per
la gestione ordinaria, l’aspetto manutentivo, la
ricerca guasti, la possibilità di rendere la produ-
zione indipendente con il sistema gestionale e la
modularità della configurazione.
L’analisi del progetto ha avuto luogo a inizio
2011, partendo dal gestionale per la pianifica-
zione della commessa al fine di capire quali
fossero i flussi dei dati a disposizione per ogni
prodotto da lavorare e quali quelli di ritorno
necessari. Il secondo step ha previsto uno stu-
dio dell’azienda adibita alla movimentazione
automatica dei prodotti e l’analisi relativa alla
gestione delle chiamate per approvvigiona-
mento ed evacuazione prodotto, per concludere
con la società che realizza le presse adibite alla
produzione.
Terminato a inizio 2013, il progetto è stato
realizzato in maniera modulare per la gestione
di massimo 32 presse con una modularità di
quattro per volta. Il test è stato eseguito su
un modulo di quattro presse e, visti i risultati
positivi ottenuti, è già in fase di realizzazione
un nuovo blocco di quattro presse, mentre per
il 2014 sono previstiti due ulteriori blocchi da
otto presse.
“Siemens è stato per noi un preziosissimo
partner nella fase di analisi del progetto per la
ricerca dei prodotti più idonei all’applicazione
e in quella di sviluppo e messa in servizio”, ha
affermato Stefano Tagliatini, Amministratore
di Hightec. “Abbiamo iniziato a collaborare nei
primi anni ‘90 e da allora il nostro rapporto è
sempre stato molto proficuo”.
■
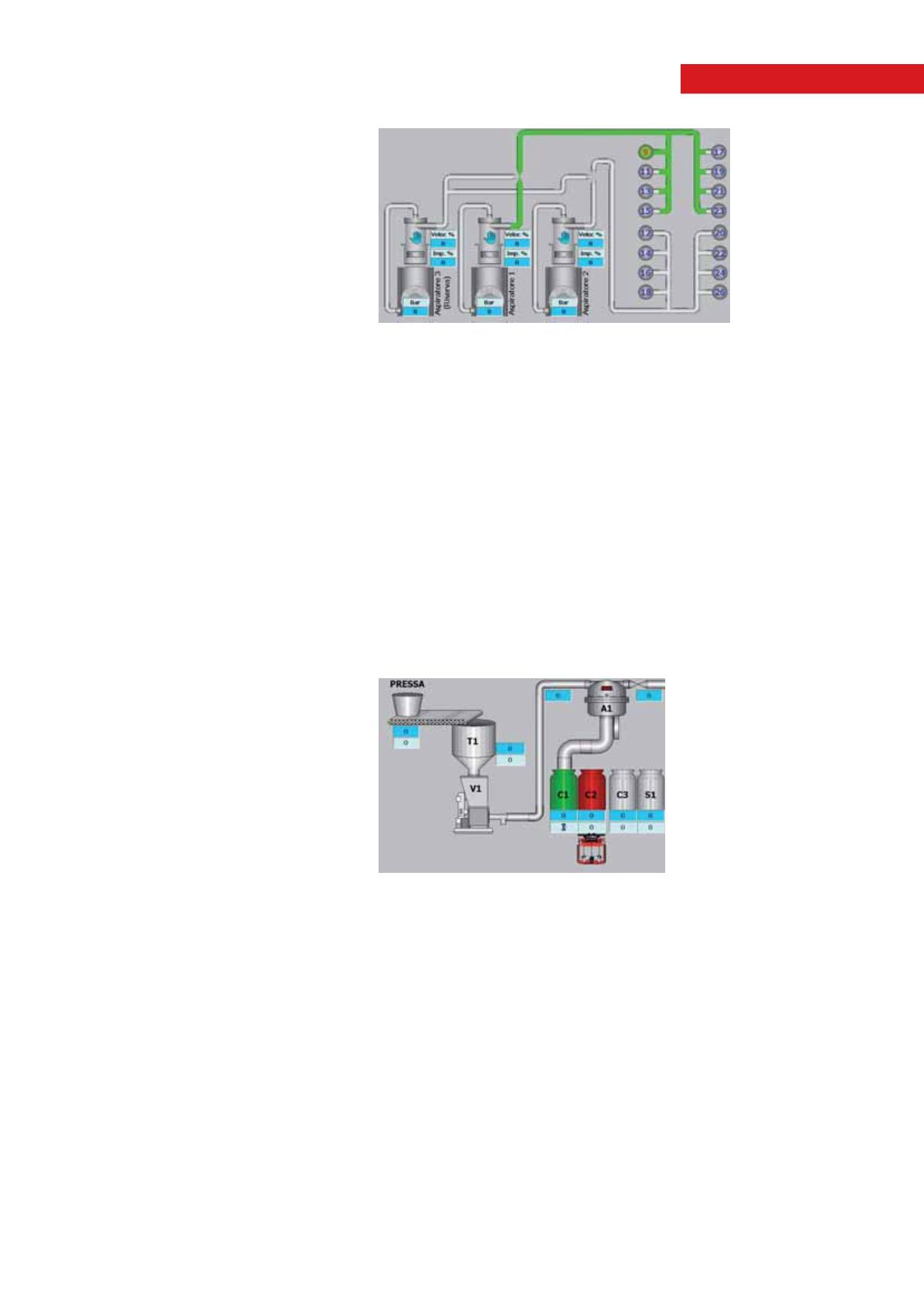
Layout degli aspiratori
Schema dei trasporti dell’impianto


