

















 99 / 132
99 / 132

OTTOBRE 2017
AUTOMAZIONE OGGI 401
101
tore delegato e direttore di produzione di Newform “che sono il
collegamento naturale tra i clienti e il nostro reparto di Ricerca &
Sviluppo dove, anche con il supporto creativo di studi di archi-
tettura e di collaboratori esterni, nascono tutti i nuovi prodotti,
in certi casi anticipando quelli che saranno le tendenze del mer-
cato”. Software di ultima generazione consentono a personale
qualificato, con esperienza pregressa in produzione, di sviluppare
progetti che vengono ottimizzati e valorizzati, sia sotto l’aspetto
estetico sia sotto l’aspetto della loro producibilità.
Newform lavora prevalentemente su commessa secondo una
pianificazione della produzione perfettamente rispettosa dei
tempi di consegna: una scelta strategica ampiamente apprez-
zata dai clienti che, nell’85-90% dei casi, operano all’estero. Tutte
le lavorazioni vengono eseguite nello stabilimento di Serravalle
Sesia a partire da grezzi di fonderia e altri materiali che vengono
scupolosamente controllati, prima di entrare e durante la produ-
zione. Dalle lavorazioni meccaniche ai trattamenti superficiali,
dalla pulitura all’assemblaggio fino alla verniciatura, ognuna di
esse presenta delle criticità, legate alla complessità e alla diffe-
Newform è un’azienda specializzata nella produzione di rubi-
netteria di design di alto livello
renziazione morfologica degli oggetti, alla loro precisione dimen-
sionale e geometrica, tali da indurre l’azienda a concentrare tutte
le operazioni al proprio interno dove opera personale estrema-
mente qualificato. “Solo così” sottolinea Galvan “è stato possibile
ottenere risultati brillanti: grazie a un processo di miglioramento
continuo delle diverse attività e delle competenze, per esempio,
siamo riusciti a portare il livello di difettosità a pochi millesimi
percentuali e indici di performance produttive comparabili con
quelle del settore automotive. Relativamente alle lavorazioni
meccaniche, queste vengono realizzate su torni da barra, centri
di lavoro e linee transfer. Queste ultime sono altamente flessibili
per consentirci di gestire lotti di produzione non numerosi; basti
pensare che arriviamo ad attrezzare una macchina transfer fino a
tre volte al giorno. Anche gli otto centri di lavoro, sebbene meno
produttivi, vengono impiegati largamente, arrivando ai tre turni
di lavoro, nei momenti di maggior lavoro. Nel reparto torneria
si concentra il picco di lavoro e, quindi, abbiamo ritenuto di do-
verci dotare di soluzioni di automazione avanzate, in particolare
di robot antropomorfi Comau. Ricordo che siamo stati i primi al
mondo a lavorare rubinetti sul tornio; in questo reparto abbiamo
numerosi torni che possono lavorare barre fino a 3 mm di lun-
ghezze e diametri da 5 a 80 mm; sono macchine che, stante la
tipologia di prodotti lavorati, presentano importanti interventi di
personalizzazione fatti dai nostri fornitori”.
Comau e l’automazione secondo Newform
“Siamo sempre stati attenti” prosegue l’amministratore delegato
dell’azienda vercellese “alla possibilità di introdurre automazione
nei nostri impianti produttivi, mantenendo il passo con la sua
evoluzione tecnologica. Ritengo che il nostro approccio all’au-
tomazione sia un po’ diverso da quello che spinge altre aziende
a dotarsene, nel senso che la nostra esigenza principale non è
quella di guadagnare in competitività sui mercati, comunque im-
portante, ma è quella di impiegare l’alta professionalità del nostro
personale per mansioni più qualificate e motivanti professional-
mente. Cioè, preferiamo liberare il tempo delle persone da quelle
attività che possono fare le macchine; peraltro, le macchine svol-
gono certe attività meglio di come potrebbe farle l’uomo, se con-
sideriamo aspetti come la costanza della qualità e
dei tempi ciclo; tale scelta, poi, ben si concilia con
il nuovo paradigma dell’Industria 4.0”. Come antici-
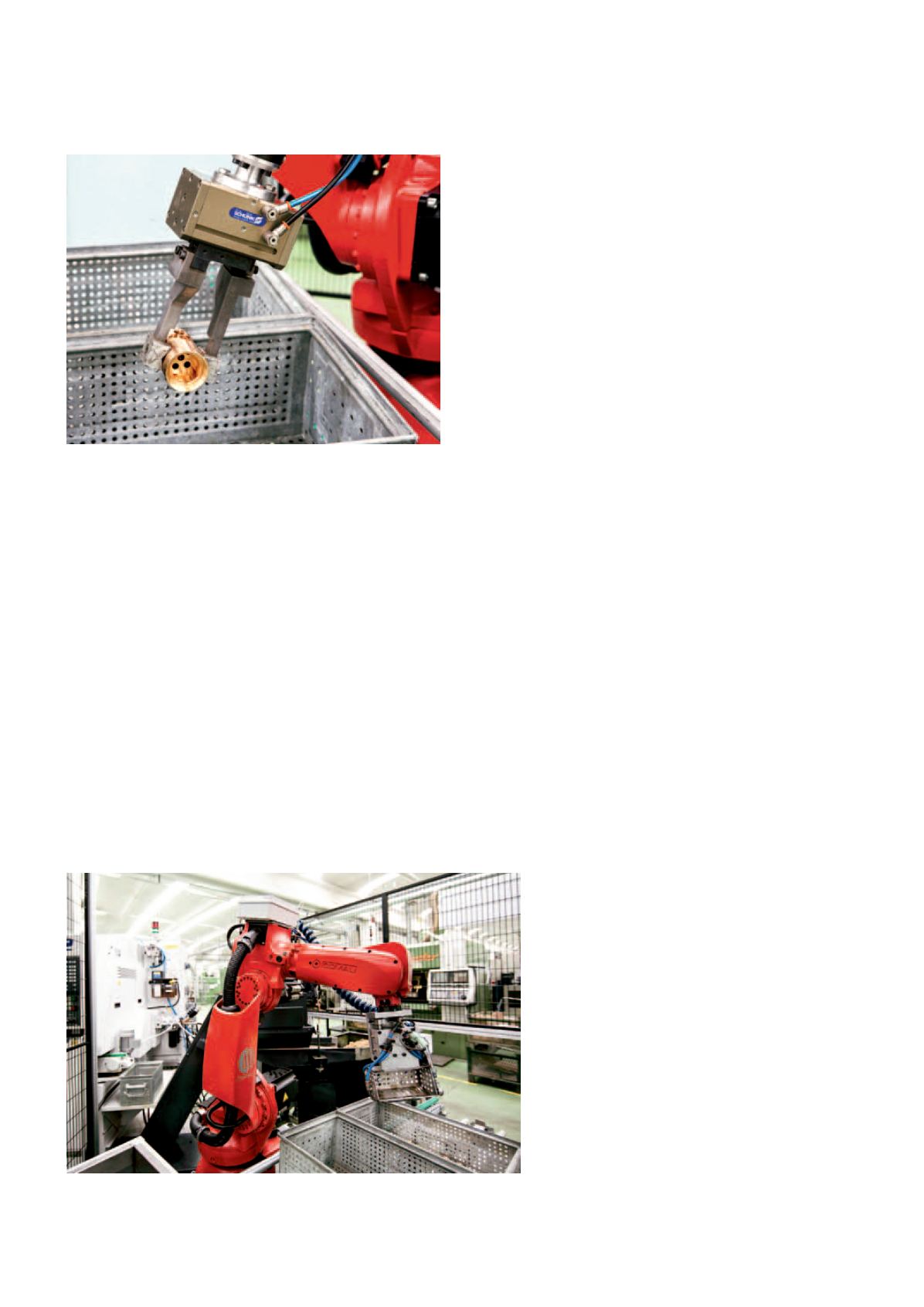
pato, i torni da barra vengono asserviti da altrettanti
robot per le operazioni di scarico dei pezzi lavorati e
per le successive operazioni a cui vengono sottopo-
ste gli stessi. In particolare, i torni non sono integrati
elettronicamente con i robot il cui ciclo di lavoro ini-
zia in prossimità della zona di scarico del pezzo che
viene rilevato dal robot per mezzo di sensoristica
opportuna. Al robot vengono affidate le operazioni
di lavaggio in acqua per eliminare residui di lavo-
razione, di soffiaggio per eliminare residui liquidi o
particelle solide più piccole e di pallettizzazione in
contenitori metallici; il tutto operando con estrema
delicatezza per evitare di danneggiare le superfici
dei pezzi.
“Quando siamo partiti in questo complesso pro-
getto di automatizzazione” spiega Galvan “non ave-
vamo le idee chiare sull’obiettivo da raggiungere
Creato per un payload di 7 kg, estendibili fino a 10 kg, con escursione
limitata dell’asse 5 per pick&place rapidi, il Racer 999 è il più veloce
della categoria