

















 37 / 120
37 / 120

NOVEMBRE-DICEMBRE 2014
AUTOMAZIONE OGGI 377
37
Si chiama‘Perfect Execution’ed è più di una semplicemetodo-
logia di lavoro: è un approccio potremmo dire‘filosofico’che
parte dalla‘comprensione’delle reali esigenze del cliente per
arrivare alla‘costruzione’ad hoc del prodotto, passando per l’in-
gegnerizzazione dell’intera supply chain necessaria a soddisfare
le richieste dell’utente, fino al confezionamento con packaging
sumisura per ottimizzare gli spazi del magazzino del cliente,
consegna e post vendita.“Con questometodo possiamo assi-
curaremaggiore rapidità, affidabilità, reattività ed efficienza nel
processo produttivo”sottolinea Jérôme Bleneau, direttore della
sede di Mansle di Leroy Somar e divulgatore nei siti francesi di
questo concetto, che viene da Emerson.“In tal modo, siamo in
grado di realizzare e consegnare in pochi giorni prodotti semi-
customizzati a partire da componenti standard pre-assemblati,
garantendo consegne on time”. La Perfect Execution consta di
quattro passaggi: si parte dalla definizione delle esigenze reali,
non‘immaginate’dal fornitore, del cliente, intese non solo come
caratteristiche del prodotto, ma anche come servizio, tipo e
tempo di consegna, qualitàminima garantita ecc. Quindi viene
la progettazione della catena produttiva, per esempio alcuni
richiedono una customizzazione fuori linea, che deve arrivare il
più tardi possibile, utilizzando di base componenti standard. La
pianificazione include l’eventuale necessità di stipulare accordi
con particolari sub-fornitori, la necessità di tenere stock doppi
per alcuni pezzi inmodo da garantirne la disponibilità, la pro-
duzione locale di alcuni elementi, la tracciabilità per assicurare
la trasparenza del ciclo produttivo... Infine, la fase esecutiva può
coinvolgere più impianti geograficamente distribuiti, richiedere
una customizzazione online, l’uso di certe linee di assemblag-
gio ecc.“Siamo una‘vecchia’azienda, in un‘vecchio’Paese del
‘Vecchio Continente’…per questo non possiamo fare ameno di
innovare se vogliamo competere sul mercato internazionale”af-
ferma Bleneau.“Far parte di unamultinazionale come Emerson,
che ha investito nel 2013 bel 841milioni di euro in ricerca e svi-
luppo (inmedia il 4%del fatturato), coinvolgendo 9mila addetti
a livellomondiale e arrivando a registrare 1.765 licenze, sicura-
mente ci spinge all’innovazione. Lo dimostra il fatto che richie-
diamo a tutti i nostri operatori di impiegare almeno 5minuti al
giorno del loro tempo per pensare a cosa‘non va’nel processo
di cui si occupano, per segnalare possibili miglioramenti o dove
le procedure si discostano dall’effettiva esecuzione del processo,
in un’ottica di miglioramento continuo. L’innovazione sfocia
infatti nei prodotti, ma parte amonte, a livello di processi e di
utensili impiegati sui macchinari. In Leroy Somer deteniamo un
know-how approfondito di ogni lavorazione, frutto di decenni
di esperienza‘sul pezzo’, come ovvio in una società creata da in-
gegneri, e al contempo siamo parte di una realtà internazionale
dalla quale possiamo assorbire nuovi metodi di lavoro, come
questo della Perfect Execution, una visione più ampia e globale
che ci consentirà di competere al meglio”.
Una Esecuzione… Perfetta!
di tolleranza impostato, tutto il lavoro viene
scartato. Per questo la manutenzione sulle
macchine deve essere continua e tempe-
stiva”. Ogni sito produttivo è di fatto auto-
nomo nella gestione della manutenzione e
dotato di un proprio teamdi tecnici, reperi-
bili in situ dalle 5 di mattina alle 19 e quindi
su chiamata in orario non lavorativo e nei
week end, a parte il caso di interventi pro-
grammati. “Le attività che richiedono più
tempo vengono programmate nei periodi
di chiusura dei siti, in modo da non dover
interrompere la produzione” aggiunge Da-
niel Navillot, responsabile della manuten-
zione per il sito di Mansle. “In origine ogni
impianto gestiva in autonomia i contratti
con i sub-fornitori, il magazzino ricambi,
le segnalazioni e le richieste d’intervento,
solo orali, da parte degli operatori”. Questo
tipo di organizzazione è stata anche det-
tata dalla diversità delle esigenze degli sta-
bilimenti, destinati a produzioni differenti.
Gond-Pontouvre, per esempio, che con i
suoi 430 addetti è il sito più grande, ‘sforna’
giornalmente circa 1.000 motori elettrici
con potenze che vanno da 0,15 a 15 kWe al
contempo assembla parti per i tre impianti
limitrofi. Qui si trovano anche le lavora-
zioni più pesanti di fusione e laminazione
dell’allumimio, sono quindi presenti presse,
macchine di iniezione, sistemi di recupero
e riciclo degli scarti ecc., che devono essere
manutenuti a regola d’arte. “Per nostra
scelta realizziamo ogni parte del prodotto
internamente, dalla fusionedell’alluminioal
tagliodel bloccomotore, dall’avvolgimento
della bobina di rame all’assemblaggio dei
vari pezzi per creare il motore finito, fino
ad arrivare al test finale. In questo modo
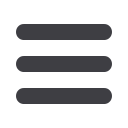
A Mansle si producono motori di grandi dimensioni con l’impiego di robot e
varie macchine anche come ausilio nello spostamento dei pezzi
Il motore di ultima generazione Dyneo con
tecnologia a magneti permanenti di Leroy Somer