

















 32 / 44
32 / 44

32
Efficiency & Environment - Maggio 2017
L’efficientamento nella linea produttiva
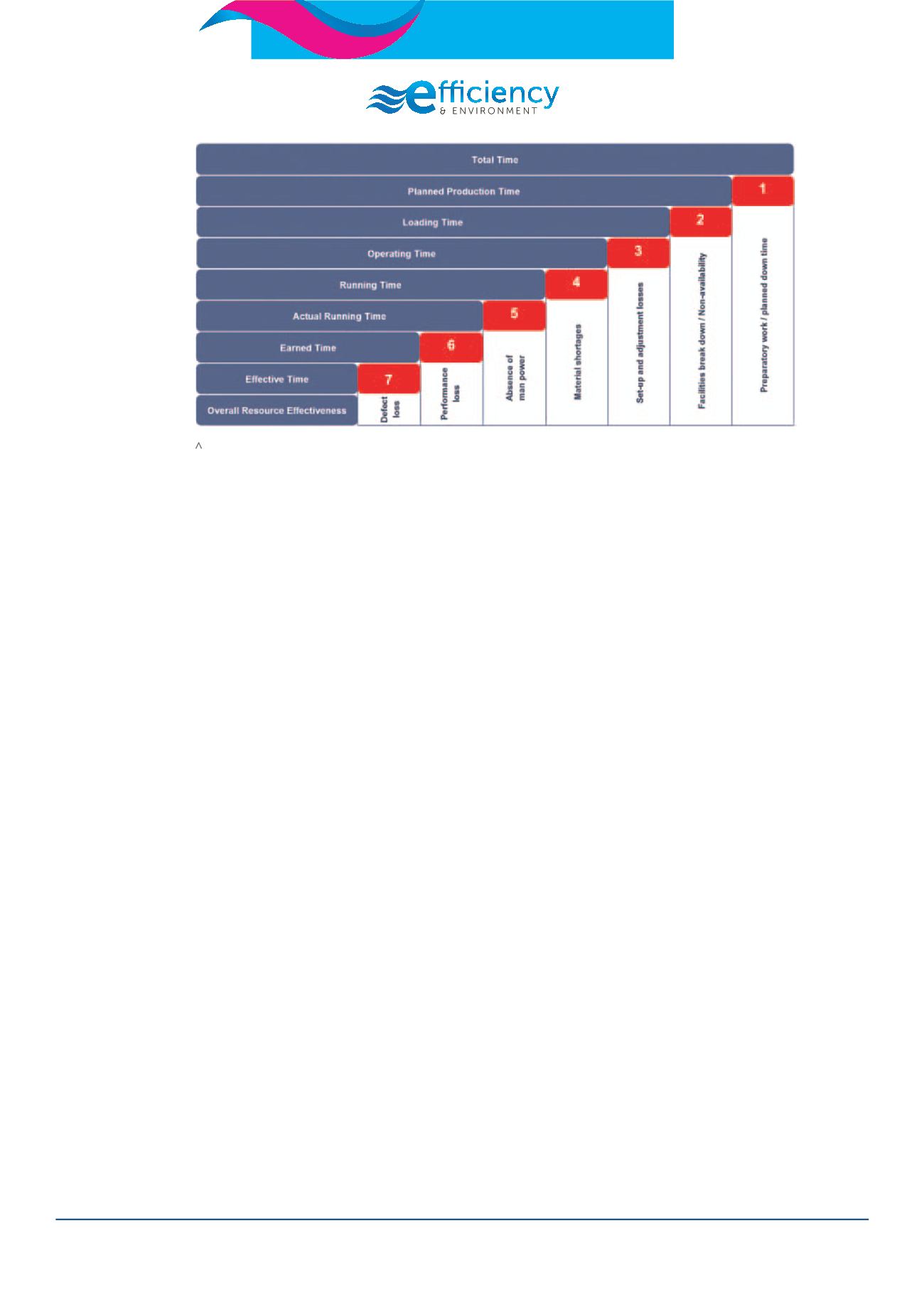
la qualità (percentuale di parti conformi rispetto al totale del-
le parti prodotte). L’OEE è quindi un numero adimensionale
percentuale che tiene, quindi, conto delle tre principali cate-
gorie di perdite produttive: la prima è costituita dall’insieme
dei guasti, set up e attrezzaggi, la seconda è data dalla ridu-
zione di velocità e dalle micro fermate, mentre la terza è data
dagli scarti, le rilavorazioni e le perdite di resa all’avviamen-
to. Come citato precedentemente, questo modello, seppure
teoricamente valido, diventa di difficile applicazione nella
maggioranza dei contesti produttivi per cui spesso si ricorre
a una semplificazione. Il modello semplificato prevede che il
valore di OEE sia dato dal rapporto tra il tempo redditizio e il
tempo disponibile o più schematicamente, al pari di tutti gli
indicatori di efficienza, come il rapporto tra output e input.
Esso fornisce infatti un’indicazione globale sulla capacità di
un insieme di risorse di produrre valore per il cliente (output)
con le risorse produttive a disposizione (input).
Come misurare output e input? Ovviamente, il numero di
pezzi prodotti non è adatto a causa delle differenze nei ci-
cli e nei tempi di produzione. Di certo, l’input deve essere
proporzionale all’impegno che l’azienda investe nel sistema
produttivo, impegno che è ben rappresentato dalla dispo-
nibilità oraria delle risorse, siano esse manodopera o mac-
chine/impianti. Non a caso entrambe le categorie di risorse
tipicamente hanno costi orari a essi associati. L’output deve
essere espresso in un’unità di misura confrontabile e cioè
temporale, in modo che l’OEE risulti un rapporto di elementi
tra loro omogenei. In questo contesto acquista valore il con-
cetto di tempo standard di lavoro che è il tempo necessario
per l’esecuzione di una data operazione a fronte di strumenti,
metodi e procedure operative stabiliti. Il tempo standard è
definito dall’azienda per lo specifico ciclo di lavoro, manuale
o automatico che sia. È il tempo che serve per eseguire una
lavorazione. In questa accezione, il tempo standard si avvi-
cina, anche se non è esattamente la stessa cosa, al concet-
to di tempo a valore aggiunto e per non creare ambiguità è
possibile definirlo tempo redditizio. Il tempo standard per le
attività basate su macchine o impianti a controllo numerico
è tipicamente predeterminato, in quanto dipende dal ciclo
tecnologico. Per le lavorazioni manuali, invece, questo è più
nizzativa e pertanto la loro risoluzione richiede
investimenti molto bassi o addirittura nulli. Di
conseguenza, l’implementazione di un proget-
to OEE è solitamente caratterizzato da un ritor-
no dell’investimento molto rapido, oltre a ga-
rantire un guadagno di efficienza significativo e
stabile nel tempo.
Calcolo dell’OEE
OEE è un indicatore percentuale che rappre-
senta il rendimento globale di una risorsa pro-
duttiva o di un insieme di risorse, siano esse
umane o tecniche, durante il tempo nel quale
queste sono disponibili a produrre. L’OEE è un
indicatore omnicomprensivo, in quanto scon-
ta tutte le tipologie di inefficienze che portano
a una minore produttività, dalla mancanza di
materiali alla cattiva pianificazione, dai set up ai
tempi morti, dalle microfermate ai guasti, dalle
rilavorazioni alle non conformità. In letteratura
l’OEE è affrontato secondo un modello classico
che si adatta bene all’industria di processo ma
che è di difficile applicazione in realtà organiz-
zate per reparti, specie se queste producono
per parti discrete e ancor più se le lavorazio-
ni sono manuali. Nel corso degli anni, invece,
è stata introdotta una metodologia di calcolo
semplificata che, pur riconducendosi allo stes-
so modello di base, è decisamente più adatta
ai tipici contesti produttivi per reparti, oppure
misti reparti/linee, con produzione di parti di-
screte. L’OEE, nel modello classico, è il prodotto
di tre indicatori percentuali che rappresenta-
no le tre componenti fondamentali della per-
formance come la disponibilità (percentuale
dell’effettivo tempo di attività rispetto a quel-
lo disponibile), il rendimento (percentuale di
parti prodotte rispetto alla potenzialità teorica,
quando l’impianto è attivo corrisponde alla ve-
locità effettiva rispetto alla velocità nominale) e
Le fermate impreviste influiscono negativamente sull’OEE (Overall Equipment Effectiveness) sottraendo dalla
disponibilità totale una parte consistente della produttività prevista di un impianto.
Fonte RNA Automation