

















 31 / 44
31 / 44

31
Efficiency & Environment - Maggio 2017
L’efficientamento nella linea produttiva
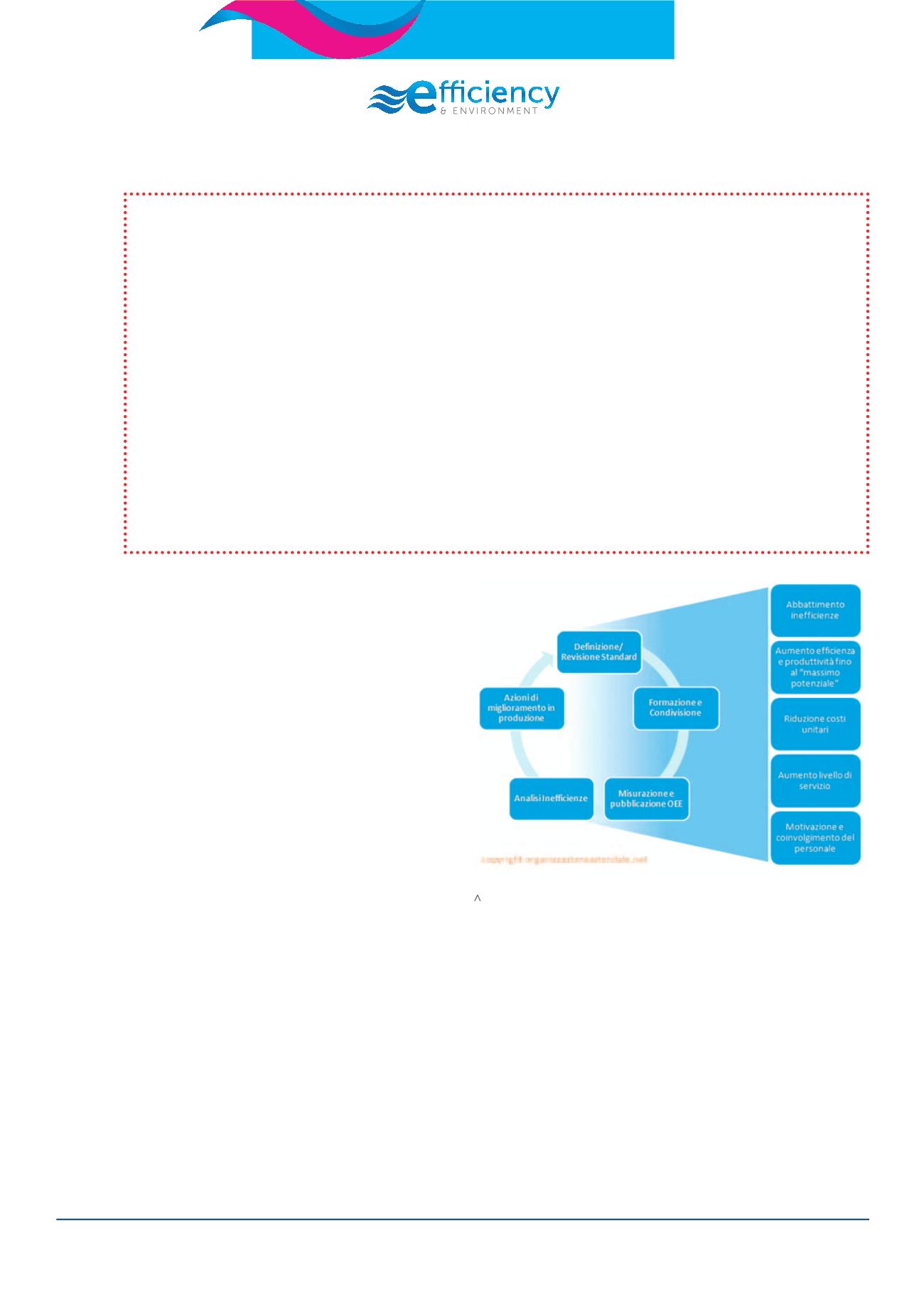
nalisi ABC, la formazione al personale sugli obiettivi dell’atti-
vità e sul significato degli indicatori, la valutazione del livello
attuale di efficienza, l’individuazione delle principali fonti di
inefficienza, l’eliminazione delle inefficienze tramite attività di
miglioramento mirate e la quantificazione del miglioramento
ottenuto e dei feedback. La tecnica, solitamente implemen-
tata in un’area pilota, consente all’azienda di impostare un
percorso sostenibile ed effettuare un fine tuning del meto-
do sulle specificità del contesto. Tipicamente, un progetto
OEE consente in pochi mesi di elevare l’efficienza produttiva
anche del 30-40%, a seconda della situazione di partenza,
portandola alla sua massima potenzialità. Le inefficienze in-
dividuate si rivelano spesso di natura prevalentemente orga-
nologici, affrontando investimenti spesso non
trascurabili. L’esperienza, però, insegna che, in
assenza di un adeguato sistema di controllo e
miglioramento dell’efficienza, difficilmente un
sistema produttivo è in grado di esprimere più
del 50-60% del proprio potenziale. Oggi più che
mai è prioritario, per ogni azienda manifatturie-
ra, migliorare la propria competitività riducen-
do le perdite e le inefficienze della produzione
sfruttando al meglio la capacità produttiva. Il
punto di partenza per migliorarsi è misurare e
conoscere gli indicatori chiave della produzio-
ne. Per un’azienda che voglia essere competiti-
va è importante, quindi, dotarsi di un efficace
sistema di controllo e miglioramento dell’effi-
cienza, in particolare sulle risorse critiche. Que-
sto consente di misurare l’efficienza produttiva
in modo oggettivo, diffondere indicatori che
inducono spontaneamente un aumento della
produttività, individuare ed eliminare le fon-
ti di inefficienza. Una tecnica universalmente
riconosciuta per ottenere questo risultato è
costituita dal metodo OEE (Overall Equipment
Effectiveness). Concepita inizialmente per la
produzione a flusso continuo, questa tecnica
può essere implementata con successo anche
in contesti produttivi per celle o per reparti, con
possibilità di applicazione anche a centri di ser-
vizio che svolgono mansioni tendenzialmente
ripetitive e standardizzate.
Il metodo OEE prevede alcuni step basati sulla
definizione e validazione degli standard (tempi
e metodi), l’implementazione del sistema di re-
gistrazione delle inefficienze, lo sviluppo dello
strumento per il calcolo dell’efficienza e per l’a-
Buoni risultati
Disponibilità: questo fattore identifica le perdite di produzione che derivano dalle fermate delle
macchine. Si tratta di intervalli di tempo durante i quali la produzione prevista è per qualche ragione
arrestata. La disponibilità è determinata dividendo il tempo di produzione effettivo per il tempo
di produzione previsto. Prestazioni: questo fattore individua le perdite di produzione dovute a un
rallentamento dei cicli produttivi. Questi rallentamenti hanno luogo quando i processi produttivi
avvengono a una velocità inferiore rispetto alla velocità prevista. Dividendo la velocità di produzione
attuale per la velocità di produzione ideale si ottiene il fattore prestazioni. Qualità: questo fattore
indica le perdite di produzione dovute a tutti quei prodotti che non rispondono ai requisiti minimi di
qualità richiesti. L’indice di qualità è calcolato dividendo il numero di prodotti considerati idonei per
il numero totale di prodotti di cui è iniziata la lavorazione. Combinando questi tre fattori si ottiene
l’indicatore OEE. Un OEE dell’85% è considerabile un buon risultato, anche se questo dato va messo
in relazione con il settore industriale di riferimento. Per ottenere questo valore un impianto dovrebbe
mantenere la disponibilità al 90%, la prestazioni al 95% e la qualità al 99,9%. Se si considera che la
maggior parte delle industrie lavorano con un OEE del 60%, raggiungere un OEE considerato buono
significa già ottenere un notevole miglioramento della produttività.
Oggi è prioritario migliorare la propria competitività riducendo le perdite e le
inefficienze della produzione sfruttando al meglio la capacità produttiva.
Fonte Paolo Di Medio