OTTOBRE 2014
AUTOMAZIONE OGGI 376
84
AO
CNC
in lavorazione. Per semplicità e facilità di funzio-
namento, la dentatrice 400H è equipaggiata con
un pannello operatore con tastiera NUM FS152i,
montato sul lato esterno frontale della macchina
mediante un braccio oscillante ergonomico. Il
pannello combina uno schermo sensitivo touch da
15 pollici con un PC industriale integrato sul quale
è installato un sistema operativo Windows Embed-
ded, equipaggiato con un disco a stato solido e un
processore dualcore per fornire un HMI veloce e
responsivo. Molte funzioni della macchina, come il
jog positivo o negativo e gli override degli assi se-
lezionati, insieme allo stop di emergenza possono
essere controllati da remoto usando un volantino portatile
collegato via cavo.
La macchina utilizza tutte le potenzialità del cambio elet-
tronico a quattro assi della nota soluzione per dentatrici di
NUM, NUMgear, per aiutare una produzione veloce di parti
complesse di ingranaggi.
Unitamente alle funzioni integrate di sincronizzazione ad
alta velocità, permette agli assi radiale, assiale e all’asse di
spostamento del creatore di essere agganciati al mandrino
del pezzo in lavorazione. L’uso del cambio elettronico è
completamente automatico; l’operatore della macchina
deve solamente introdurre i dati basilari per la produzione
degli ingranaggi, come il numero di denti, il numero di
principi dell’utensile, il modulo dell’ingranaggio (la 400H
può gestire ingranaggi con modulo fino a 6.4), e l’angolo
dell’elica per definire e attivare una funzione specifica del
cambio elettronico. È stata posta una par-
ticolare attenzione alla gestione dell’usura
degli utensili. Il software controlla costante-
mente le condizioni dei creatori e impiega
una sequenza pre-programmata per lo spo-
stamento tangenziale degli stessi, in modo
da assicurare che sia sempre presente un
efficiente tagliente durante la lavorazione
dell’ingranaggio.
L’intero processo è automatico e può sempre
essere richiamato durante il ciclo macchina;
l’operatore viene avvisato ogniqualvolta è
necessario controllare o sostituire il creatore.
I creatori non danneggiati possono essere riaf-
filati o ricoperti molte volte prima di risultare
inutilizzabili, e questo aiuta a mantenere i costi
degli utensili al minimo. La sincronizzazione
della testa del crea-
tore viene mantenuta
durante il processo di
shifting per minimizzare
i tempi di sgancio e riag-
gancio e prevenire dan-
neggiamenti al creatore
o al pezzo in lavorazione.
Bourn & Koch usa anche
la funzione del software
di allineamento auto-
matico senza contatto
dell’ingranaggio per mi-
gliorare la produttività
della 400H, permettendo
a un pezzo in lavora-
zione che ha già i denti
di essere automatica-
mente sincronizzato con
i taglienti del creatore.
Tale funzione viene im-
piegata principalmente
per ingranaggi che de-
vono essere rilavorati o
per una difficile ridentatura (o skiving) di ingranaggi elicoi-
dali o cilindrici dopo un trattamento termico per ridurre gli
errori di distorsione.
Come puntualizza Steven Schilling, general manager di
NUM Corporation, di Naperville nell’Illinois, “Bourn & Koch
è uno dei più importanti clienti e un partner importante.
Ha un grande parco clienti che usa macchine equipaggiate
con sistemi CNC di NUM, molti dei quali considera la faci-
lità di funzionamento un elemento di differenziazione delle
macchine utensili. La decisione dell’azienda di adottare Fle-
xium come piattaforma CNC per tutte le sue offerte basate
su NUM è un notevole riconoscimento, sia tecnico sia com-
merciale.”
NUM -
Bourn & Koch -
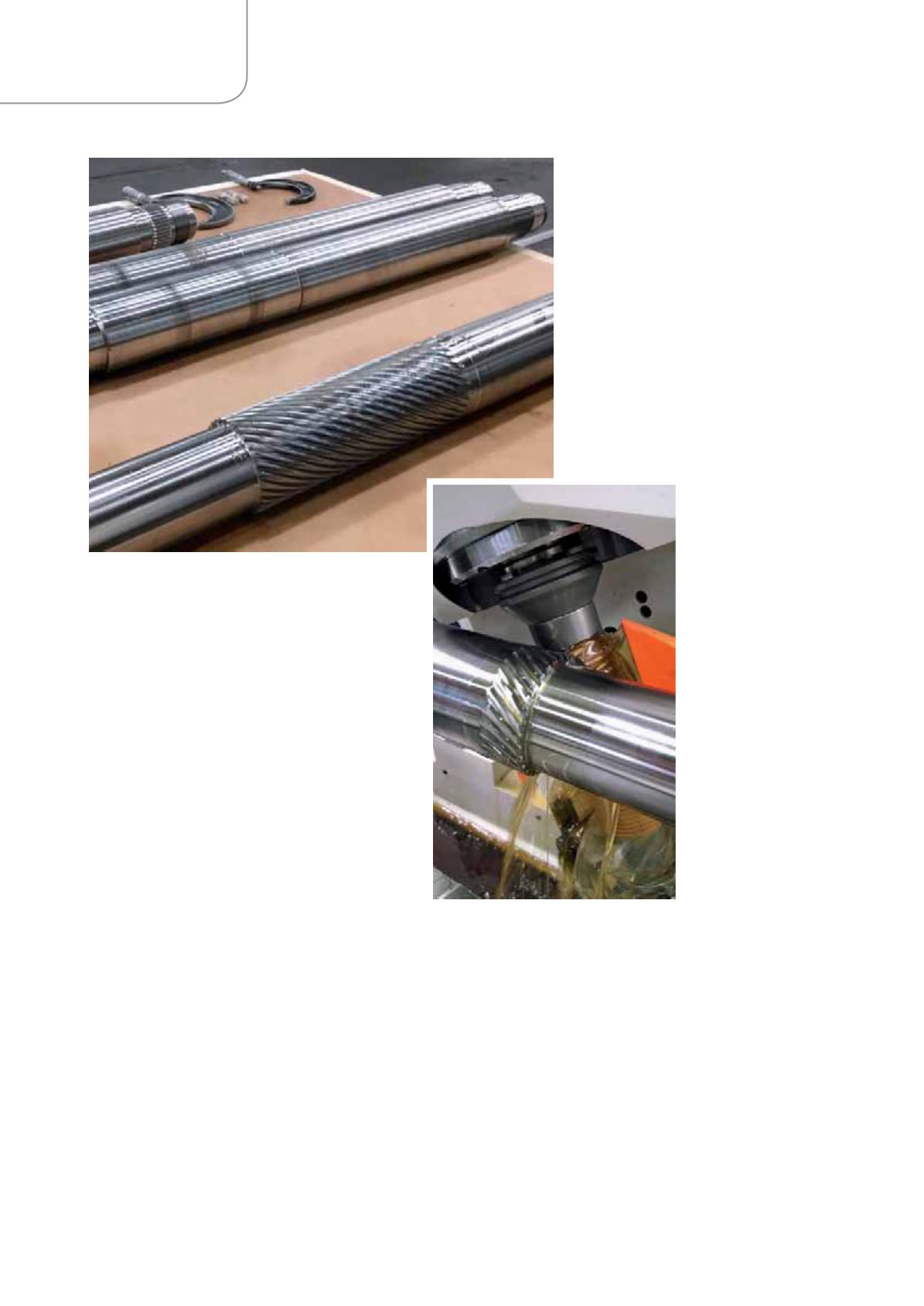
Capace di accogliere pezzi da lavorare fino
a 400 mm di diametro, la 400H ha una capacità di
corsa assiale di 1.168 mm come standard e può
essere personalizzata per la produzione di parti
anche più lunghe


