Monitoraggio del consumo energetico ed efficienza con Lenze
-

- Tweet
- Pin It
- Condividi per email
-
Grazie all’introduzione di soluzioni intelligenti è possibile conseguire una riduzione di oltre il 20% del consumo energetico degli impianti con effetti sostenibili a lungo termine, perché un utilizzo migliore dell’energia significa minore impatto ambientale, salvaguardia delle risorse e riduzione dei costi energetici a parità di produttività. Lenze è un partner affidabile in ogni fase, dalla progettazione alla realizzazione della macchina, e può assistere il cliente nella scelta degli azionamenti da impiegare per avere sempre sotto controllo tutto ciò che può influenzare il consumo energetico della macchina e ottimizzare il costo del ciclo di vita dell’impianto, nonché l’efficienza energetica.
Nei processi meccanici è necessario calcolare il fabbisogno energetico ricordando che:
• il più alto potenziale per l’incremento dell’efficienza energetica si ottiene da un’erogazione intelligente dell’energia (75%);
• è importante impiegare componenti di azionamento con un alto rendimento (15%);
• un ulteriore potenziale deriva dall’utilizzo dell’energia di frenatura (10%).
Per aumentare l’efficienza energetica degli azionamenti è possibile seguire tre approcci: usare in modo intelligente l’energia elettrica, effettuare la conversione dell’energia con un alto rendimento e usare l’energia di frenatura recuperata.
L’applicazione qui descritta si riferisce a un sistema di monitoraggio dell’energia presso una parte dello stabilimento produttivo di un’azienda dell’Italia centrale leader nel suo settore.
Si tratta di un’area coperta di 40.000 mq; la struttura del reparto oggetto del monitoraggio impiega 300 collaboratori e l’energia costa mediamente 25.000€ al giorno. Il cliente, in sede di progetto, ha richiesto come obiettivi prioritari la possibilità di rilevare il consumo delle varie utenze, del telecontrollo da remoto dei parametri di processo e di poter avere un feedback fondamentale per il dimensionamento dei futuri impianti.
L’obiettivo finale era comprendere il costo energetico per unità di prodotto, pertanto affinare la contabilità industriale poter effettuare analisi comparate con impianti simili e, di conseguenza effettuare delle migliorie atte a risparmiare energia (il consumo energetico presso quello stabilimento influiva del 16-18% sul fatturato totale) e integrare la supervisione da remoto con altri parametri di produzione.
In conclusione, il cliente era conscio che il sistema di telecontrollo offriva la possibilità di registrare le misure variabili sull’impianto, di consultarle a distanza, di organizzare un archivio storico idoneo a comprendere con immediatezza i diversi consumi energetici vitali per analizzare gli scostamenti di produzione, la ripetibilità dei guasti e altri punti di debolezza dell’impianto. Sulle linee di produzione sono stati quindi installati 45 misuratori atti a monitorare vapore, aria compressa da 30 bar e 7 bar, acqua potabile, acqua industriale, acqua demineralizzata e gas, oltre a 48 contatori di energia elettrica. Il cablaggio ha richiesto quasi 5000 m di cavo, 500 m di nuove tubazioni e 100 m di nuove canalizzazioni; è stato necessario l’uso di più piattaforme contemporaneamente. Il cliente ha richiesto un sistema di monitoraggio semplice e di immediata lettura, pertanto inizialmente si pensava non vi fossero difficoltà di sorta, in realtà l’estensione dell’area e il dover lavorare su un impianto già in produzione da oltre 10 anni ha messo a dura prova la professionalità degli operatori.
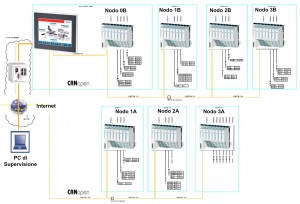
Il layout dell’impianto ha ririchiesto uno studio approfondito per poter installare i 7 nodi di I/O remoti in luoghi facilmente accessibili e a distanza di non più di 100 m dai rilevatori digitali e 50 m dai rilevatori analogici. Nello stesso tempo, l’inserimento di strumenti di misura era a quote variabili tra gli 8 e i 10 m e in alcuni casi, per questioni tecnologiche, si richiedeva l’inserimento di by-pass. Ancora più problematici sono stati i tempi di intervento richiesti (20 giorni lavorativi in tutto con impianto fermo per una sola settimana). Il successo raggiunto è dovuto alla profonda conoscenza dei tecnici Lenze dell’impianto nella sua interezza, dei processi produttivi, tecnologici e delle utenze installate e, in aggiunta, alla sintonia tra gli operatori Lenze, i manutentori e i progettisti del cliente e i terzisti meccanici e idraulici.
Le misure rilevate sono: potenza elettrica in kW (calcolata), energia elettrica in kWh (misurata), portata aria compressa e gas utenza in m3/h (calcolata), consumo aria compressa e gas utenza in m3 (misurata), portata acqua e gas generale in m3/h (misurata), consumo acqua e gas generale in m3 (calcolata), portata vapore in kg/h calcolata e consumo vapore in kg (misurata). Per quanto concerne i costi, i consumi energetici, opportunamente gestiti tramite un software dedicato, danno l’immediato costo energetico per categoria di componente prodotto con la possibilità di una contabilità analitica estremamente precisa.
Fra i benefici ottenuti dal sistema figurano:
– la possibilità per il cliente, tramite un file generato dal Panel PLC su chiave USB (disponibile anche per l’acquisizione in rete da remoto), di quantificare con precisione il costo energetico di prodotto, necessario all’ottimizzazione dei costi del processo produttivo;
– la rilevazione di eventuali perdite energetiche (aria compressa, acqua ecc.);
– la misura dell’aria compressa prodotta e dell’energia elettrica utilizzata per il calcolo (automatico nel software) del costo reale del m3 di aria;
– possibilità di modificare la gestione dei parametri acquisiti in base alle specifiche esigenze dello stabilimento.
Inoltre, essendo il sistema aperto, è possibile inserire miglioramenti futuri semplicemente acquistando i software di sviluppo Lenze, nonché integrare gli impianti di processo per scambiare in modo autonomo i dati (cambi di produzione, downtime, tipologia di vetro, guasti ecc.) e gestire glil allarmi in base a soglie di consumi definiti o che si discostano molto dalla media.
Contenuti correlati
-
 Nuovi traguardi nella piegatura
Nuovi traguardi nella piegaturaGrazie alla tecnologia Inovance, le macchine di piegatura automatizzate dell’OEM belga Texprofin stabiliscono nuovi standard di velocità e prestazione Leggi l’articolo
-
 The smarter E Europe: networking sicuro per infrastrutture energetiche critiche con Moxa
The smarter E Europe: networking sicuro per infrastrutture energetiche critiche con MoxaMoxa Europe GmbH, azienda punto di riferimento nelle soluzioni di comunicazione e networking industriale, presenterà a EM-Power Europe, nell’ambito di The smarter E Europe (Messe München dal 23 al 25 giugno 2026), presso il Padiglione B.5, Stand...
-
 Gli azionamenti e le soluzioni AC di Inovance migliorano le prestazioni dei test sui motori elettrici per Vascat
Gli azionamenti e le soluzioni AC di Inovance migliorano le prestazioni dei test sui motori elettrici per VascatIl produttore spagnolo di motori elettrici Vascat ha utilizzato la tecnologia dello specialista globale di automazione industriale Inovance per migliorare le prestazioni di controllo dei motori nei test di prodotto. Vascat utilizza gli azionamenti AC MD520 forniti da...
-
 Delta solution provider per l’industria
Delta solution provider per l’industriaInnovazione, co-design e integrazione per l’industria europea, con soluzioni per efficienza, sicurezza e continuità operativa Leggi l’articolo
-
 Fabbrica sostenibile: la visione integrata di SMC Italia a SPS Italia 2026
Fabbrica sostenibile: la visione integrata di SMC Italia a SPS Italia 2026In occasione della fiera SPS Italia 2026, SMC Italia (Pad 6 Stand G016) presenta una visione evoluta della fabbrica digitale, ponendo al centro un concetto chiave: la sostenibilità come leva strategica per l’industria. Non solo fornitore di...
-
 L’energia cambia volto. RS Italia è pronta
L’energia cambia volto. RS Italia è prontaSecondo stime della CGIA, nel 2025 le imprese italiane hanno speso 13,7 miliardi di euro in più in energia rispetto all’anno precedente, per un incremento del 19,2%. A questa pressione economica si aggiunge la Direttiva UE 2023/1791,...
-
 WEG a SPS Italia 2026: azionamenti integrati e piattaforme digitali per l’efficienza e la connettività nel settore manifatturiero
WEG a SPS Italia 2026: azionamenti integrati e piattaforme digitali per l’efficienza e la connettività nel settore manifatturieroSPS Italia 2026, evento si svolgerà dal 26 al 28 maggio a Fiere di Parma (Parma), rappresenta uno dei principali appuntamenti per il settore manifatturiero italiano dedicato alle industrie intelligenti, digitali e sostenibili. Costituisce un punto di...
-
 Gli OSCAR dell’AUTOMAZIONE: Virtual commissioning con Nord Drivesystems
Gli OSCAR dell’AUTOMAZIONE: Virtual commissioning con Nord DrivesystemsDall’introduzione dello standard FMI (Functional Mock-up Interface) nel 2010, l’impiego della simulazione, con i digital twin, è cresciuto costantemente: NORD Drivesystems ha intercettato questa esigenza trasformando il proprio know-how in un servizio digitale all’avanguardia, che ora è...
-
 Il framework Clea di SECO scelto da Hitachi Energy per il settore dell’energia
Il framework Clea di SECO scelto da Hitachi Energy per il settore dell’energiaA seguito di una fase iniziale, della durata di un anno, focalizzata sullo sviluppo e sull’integrazione del framework Clea, Hitachi Energy ha firmato un accordo pluriennale con SECO per adottare la soluzione come elemento chiave nell’evoluzione della...
-
 Gli OSCAR dell’AUTOMAZIONE: Le sfide dell’acquisizione dati e il ruolo dell’edge computer EC312 per Marcom
Gli OSCAR dell’AUTOMAZIONE: Le sfide dell’acquisizione dati e il ruolo dell’edge computer EC312 per MarcomL’era dell’Industria 5.0 ha portato con sé una crescita esponenziale del volume di dati, rendendo il caricamento diretto su cloud oneroso e spesso caratterizzato da alte latenze. Gli utenti finali oggi non cercano solo connettività, ma capacità...
Scopri le novità scelte per te
-
Nuovi traguardi nella piegatura
Grazie alla tecnologia Inovance, le macchine di piegatura automatizzate dell’OEM belga Texprofin stabiliscono nuovi standard di velocità...
-
The smarter E Europe: networking sicuro per infrastrutture energetiche critiche con Moxa
Moxa Europe GmbH, azienda punto di riferimento nelle soluzioni di comunicazione e networking industriale, presenterà a EM-Power...





Notizie Tutti ▶
-
 TXT e-tech guida il progetto DART per l’innovazione del settore difesa nell’Unione Europea
TXT e-tech guida il progetto DART per l’innovazione del settore difesa nell’Unione EuropeaIl Gruppo TXT annuncia di aver ottenuto la guida del progetto DART – Digital Architecture...
-
 InnoDays 2026 riunisce a Karlsruhe i protagonisti europei della cybersicurezza industriale
InnoDays 2026 riunisce a Karlsruhe i protagonisti europei della cybersicurezza industrialeWibu-Systems ha annunciato l’agenda di InnoDays 2026, il suo evento annuale di riferimento, che...
-
 Avvicendamento al CINI Cybersecurity National Lab
Avvicendamento al CINI Cybersecurity National LabLa Direzione del CINI Cybersecurity National Lab rivolge i migliori auguri di buon lavoro...
Prodotti Tutti ▶
-
 Presentata a SPS Italia 2026 la nuova piattaforma Ewon Edge & Cloud di HMS Networks
Presentata a SPS Italia 2026 la nuova piattaforma Ewon Edge & Cloud di HMS NetworksIn occasione di SPS Italia 2026, la fiera di riferimento per l’automazione e il...
-
 XIA, il copilota di TEX per la programmazione di PLC e CNC
XIA, il copilota di TEX per la programmazione di PLC e CNCXIA è l’avanguardia tecnologica nata dalla visione di TEX. Non è un semplice assistente virtuale,...
-
 HP celebra dieci anni di innovazione nell’additive manufacturing e presenta la stampante 3D HP MJF 1200
HP celebra dieci anni di innovazione nell’additive manufacturing e presenta la stampante 3D HP MJF 1200In occasione di RAPID + TCT 2026, HP ha presentato diverse novità nel proprio...


{kind=link}