


















 61 / 100
61 / 100

ALIMENTARE
applicazioni
Automazione e Strumentazione
n
Novembre/Dicembre 2015
61
macchina (distributore, coclea, torrette). Il sistema
di visione, i servoazionamenti, ma anche gli I/O
nonché tutti gli altri componenti di terze parti sono
collegati a un
machine controller NJ Omron
,
vero cervello pensante dell’applicazione. La possi-
bilità di convergere su un’unica CPU attraverso un
semplice collegamento EtherCAT ha consentito di
snellire il cablaggio e la programmazione di tutti i
componenti, con un evidente vantaggio in termini
di razionalità e tempi di sviluppo. “Se prima occor-
reva montare il PLC, uscire con dei fili e degli start/
stop analogici, ora si tratta di inserire un insieme
di componenti nel quadro e con un semplice cavo
Ethernet metterli in collegamento”, fa notare Luca
Noro. “Nel complesso”, aggiunge il responsabile
Nortan, “un’architettura di questo tipo può ridurre
del 30% i tempi di realizzazione della parte di
gestione del motion e della programmazione”. Col-
legandosi alla CPU l’utilizzatore ha fisicamente in
mano tutti gli oggetti Omron collegati al machine
controller e può dunque programmare tutti i com-
ponenti da un unico punto.
Nessun intervento in macchina
L’innesto della tecnologia Omron, e in modo parti-
colare del machine controller NJ, si è rivelato deci-
sivo anche per il calcolo degli anticipi necessari
per gestire le movimentazioni pneumatiche che
regolano la distribuzione della capsula. Per arrivare
a una centratura precisa della capsula sulla botti-
glia la macchina compie una vera e propria lavo-
razione al volo, nella quale
i tempi di apertura
e di chiusura delle valvole sono perfettamente
sincronizzati in funzione della velocità
. Ciò è
reso possibile dall’elevata velocità dei compo-
nenti impiegati: Omron NJ riesce a gestire motori,
logica, ingressi e uscite in un tempo di circa 0,8
millisecondi. La parte di visione, basata come detto
su un sistema a tre telecamere Omron FH collegate
a un’unica CPU, esegue un ciclo di acquisizione e
calcolo delle immagini di circa
7 millisecondi per
fotogramma.
Ogni bottiglia, in pratica, compie un
giro completo davanti al sistema di visione in 0,4
secondi.
Se si escludono le operazioni di normale
manutenzione, gli interventi in macchina sono
stati praticamente azzerati.
Qualsiasi regola-
zione, sia dal punto di vista degli azionamenti sia
per ciò che riguarda i sistemi di visione, può essere
effettuata richiamando una ricetta da touch screen.
In questo modo, sottolinea Nortan, il cliente finale
può disporre di un sistema nettamente più flessibile
rispetto ai tradizionali lettori di tacca: “In passato
l’operatore era obbligato a recarsi fisicamente sulla
macchina, spostare i supporti con i sensori e rego-
lare fisicamente le altezze e i singoli posiziona-
menti. Il tutto ripetuto per N volte quante erano le
teste della macchina. Ora invece è tutto gestito dal
sistema di visione: è sufficiente premere un tasto
sul pannello di controllo per modificare, in auto-
matico, la scena di ricerca”.
Meno trasmissioni meccaniche uguale
meno usura
La riduzione della complessità è evidente anche
nella parte di motion.
L’impiego dei servoazio-
namenti Omron ha consentito di eliminare tut-
te quelle trasmissioni meccaniche che in passa-
to condizionavano i tempi e i costi di sviluppo.
Il tutto si traduce in un’assenza
di giochi meccanici e dunque di
usura.
Sul piano delle istruzioni, Nor-
tan e Omron hanno lavorato a
quattro mani per ridurre il nu-
mero di parametri necessari per
la messa a punto della macchina
(fine tuning).
Snellita, nel complesso, anche
tutta la parte di programma-
zione. Il tecnico programma-
tore non è obbligato a dedicarsi
in modo specifico sui singoli
software delle varie unità (PLC, servo, visione)
ma può salvare tutte le configurazioni in un unico
file. L’integrazione del
linguaggio C in aggiunta
alla tradizionale programmazione ladder
con-
sente inoltre di ottimizzare la parte di calcolo.
“L’elettronica e la meccatronica Omron hanno
rivoluzionato il nostro modo di lavorare”, conclude
Luca Noro. “Rispetto ai primi modelli interamente
meccanici, le macchine attuali sono estremamente
più veloci e interamente parametrizzabili. I nostri
clienti, dunque, possono ora gestire un cambio
formato - da una bottiglia all’altra o da una cap-
sula all’altra - nella massima semplicità: basta un
comando dal pannello di controllo per avviare una
nuova ricerca da parte del sistema di visione. È un
concetto profondamente diverso di automazione
che permette di ripensare la macchina e di valoriz-
zare tutta la parte meccanica, arrivando a risultati
prima impensabili”.
n
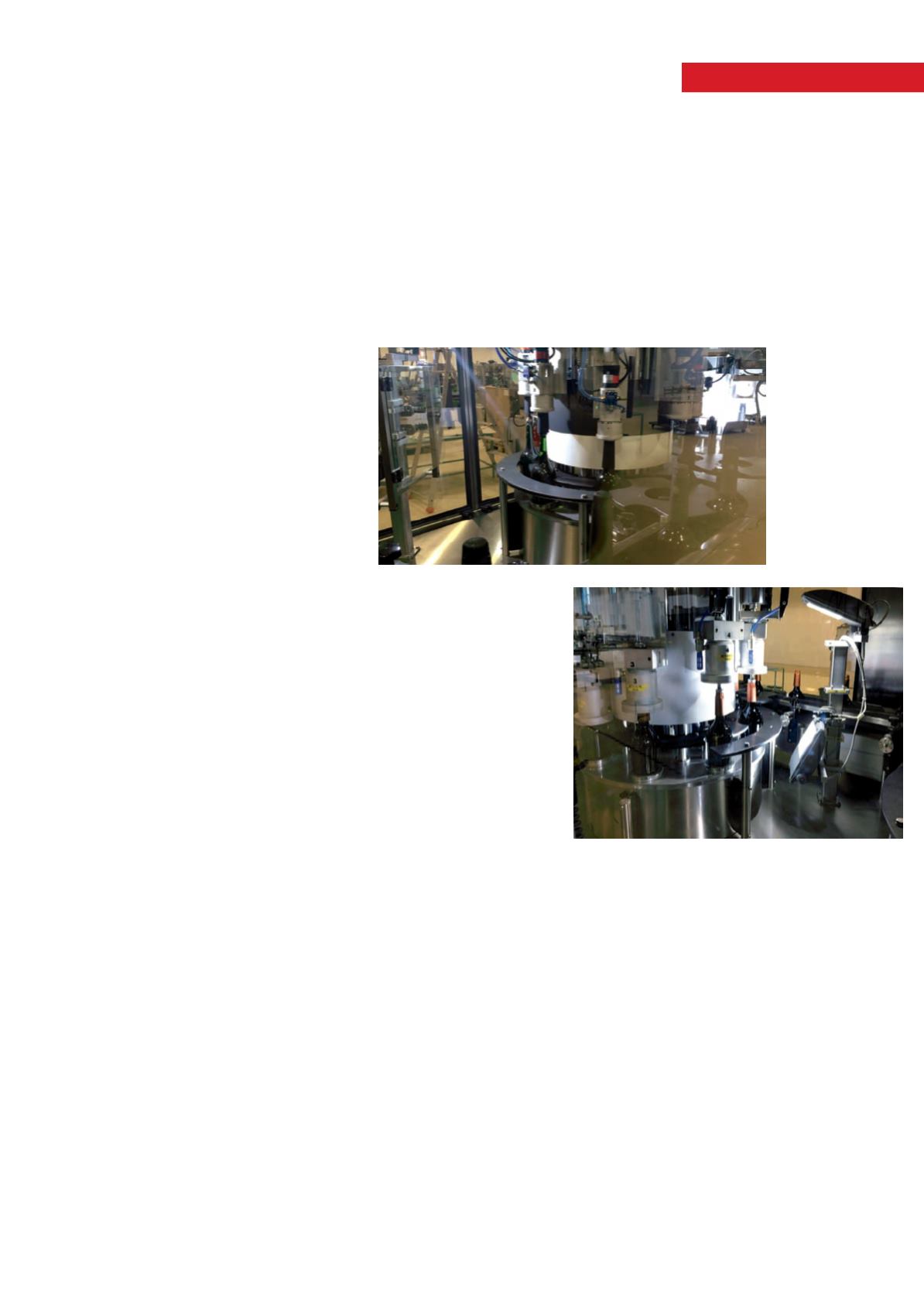
La linea di imbottigliamento
comprende tre stazioni rotanti con
decine di azionamenti ed è in grado
di lavorare a un regime di 4.000
bottiglie l’ora
Il sistema di visione è basato
telecamere Omron FH che rilevano
la posizione della bottiglia, della
capsula e centrano il logo