

















 82 / 104
82 / 104

Novembre/Dicembre 2014
■
Automazione e Strumentazione
CONTROLLO
tecnica
82
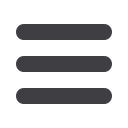
usati per muovere un pallet dal nodo
N
i
al
nodo
N
j
, in base alla specifica topologia
della linea di trasporto.
Per esempio il comando
u
2,3
è utilizzato
per spostare un pallet da
N
2
(BZ
1,3
)
a
N
3
(BZ
2,1
)
. Per poter tradurre
tali comandi nelle oppor-
tune e corrispondenti
Se-
quenze di controllo
è stata
sviluppata un’interfaccia
software in codice C; per
esempio il comando
u
2,3
viene convertito nelle
Se-
quenze di controllo S
3
(ap-
plicata a
TM
1
) e
S
1
(appli-
cata a
TM
2
).
Il modello Des dell’impianto
de-manufacturing
Al fine di disporre di un tool per il test
del HLCS è stato realizzato un modello
di simulazione ad eventi discreti dell’im-
pianto di de-manufacturing, utilizzando
la piattaforma di simulazione Simio
[14]
.
La metodologia adottata per implementare
tale modello è descritta in
[15]
. In parti-
colare il generico
Modulo di Trasporto
è
stato considerato come un componente di
processo caratterizzato da uno specifico
comportamento meccanico, si veda la
▶
figura 7,
e il relativo controllo è stato
descritto mediante il formalismo delle
Macchine a Stati Finiti (FSM).
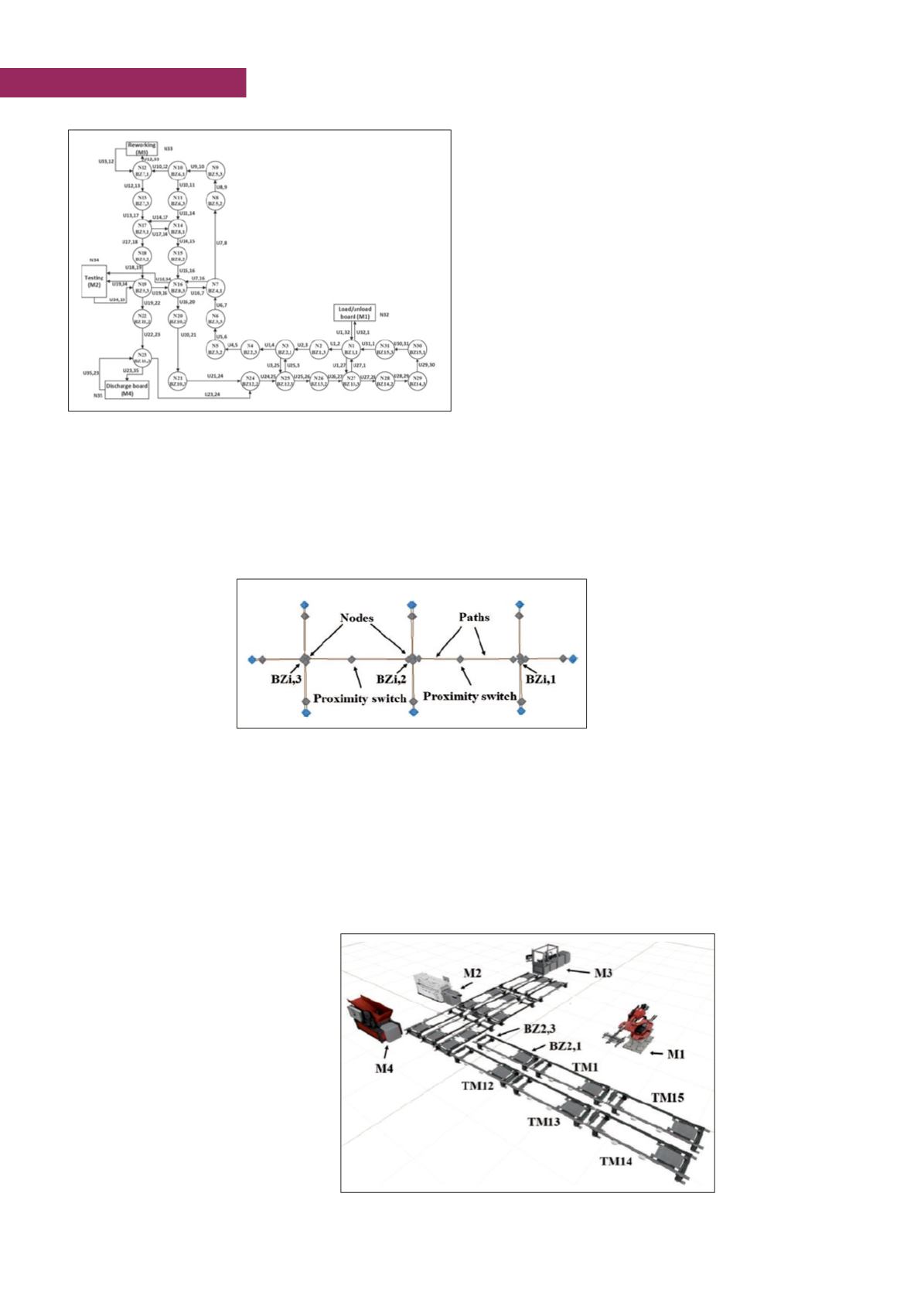
In particolare il comportamento mecca-
nico del modello Des del
Modulo di Tra-
sporto
è formato dai seguenti elementi: (a)
un set di percorsi che permettono al pallet
di spostarsi all’interno del
Modulo di Tra-
sporto
; (b) un insieme di nodi che rappre-
sentano le
Buffer Zone
; (c) un insieme di
nodi che rappresen-
tano i sensori di po-
sizione pallet dispo-
sti sui
Moduli di Tra-
sporto
; (d) un set di
processi Simio, si
veda
[15]
, usati per
gestire lo spostamen-
to del pallet lungo i
percorsi ed i nodi; (e)
uno schema FSM del
controllo, tradotto in
linguaggio C# ed im-
plementato all’inter-
no di Simio median-
te custom step, al fi-
ne di essere integra-
to con il comportamento meccanico, si ve-
da
[15]
.
Per quanto riguarda il punto (b), l’aspetto
meccanico è stato modellato mediante tre
nodi che rappresentano le
Buffer Zone
.
Ciascun nodo è stato settato come “bloc-
cante” per fermare il movimento del pallet
e modellare lo stazionamento del pallet
stesso nella
Buffer Zone
. È compito del
FSM settare un opportuno comando per
sbloccare il passaggio del pallet simulan-
done il trasferimento ad un’altra
Buffer
Zone
. Per quanto riguarda il punto (c), non
appena il pallet raggiunge un nodo corri-
spondente ad un sensore di posizione, la
relativa variabile associata viene settata
al valore logico alto permettendo al FSM
di cambiare stato, emulando in tal modo
il funzionamento del software di controllo
del PLC.
Aggregando i modelli dei quindici
Moduli
di Trasporto
e modellando in modo sem-
plificato le macchine a bordo linea, si
ottiene il modello Des dell’intero impianto
pilota, si veda la
▶
figura 8
.
Il modello di simulazione dell’impianto è
stato validato comparando i risultati delle
simulazioni con i dati acquisiti dall’im-
pianto reale.
In particolare è stato effettuato un per-
corso specifico per alcuni pallet, impri-
mendo una sequenza opportuna di step
di controllo mediante una piattaforma di
controllo customizzata sviluppata con lin-
guaggio di programmazione C++. Appli-
cando tali step sia al modello di simula-
zione Des che all’impianto pilota, sono
state comparate le posizioni dei pallet ed
i relativi tempi di esecuzione degli sposta-
menti.
Conclusioni
In questo articolo è stata descritta la pro-
gettazione di un sistema di controllo mul-
ti-livello per un impianto pilota di de-ma-
nufacturing, con particolare attenzione ri-
volta all’implementazione del sistema di
controllo di basso livello basato su
Se-
quenze di controllo
. Questo approccio
ha consentito di ottenere una rappresen-
tazione astratta della linea basata su gra-
fo orientato. Tale formalismo matemati-
co può essere utilizzato per l’implemen-
tazione di politiche di
controllo avanzate da
far girare al livello più
alto della struttura ge-
rarchica del sistema
di controllo dell’im-
pianto. La linea di tra-
sporto pallet ed il re-
lativo LLCS sono sta-
ti rispettivamente mo-
dellati ed emulati in un
ambiente di simula-
zione ad eventi discre-
ti così da ottenere un
tool per la validazione
del HLCS. Il model-
Figura 6 - Rappresentazione dell’impianto pilota mediante grafo orientato
Figura 7 - Comportamento meccanico del modello Des del Modulo di
Trasporto
Figura 8 - Rappresentazione del modello Des dell’impianto
di de-manufacturing