

















 79 / 104
79 / 104

CONTROLLO
tecnica
Automazione e Strumentazione
■
Novembre/Dicembre 2014
79
assieme alle implicazioni che si hanno
sul HLCS. Il paragrafo “Il modello Des
dell’impianto di de-manufacturing” è
riservato alla descrizione del modello ad
eventi discreti (Des) dell’impianto pilota
integrato con l’emulatore del LLCS, men-
tre il paragrafo finale esprime le conclu-
sioni ed alcuni sviluppi futuri.
L’impianto pilota
di de-manufacturing
L’impianto pilota di de-manufacturing,
si veda la
▶
figura 1
, è stato progettato
dall’Istituto di Tecnologie Industriali ed
Automazione del Consiglio Nazionale
delle Ricerche (Itia-CNR), Italia, dove è
anche situato, con lo scopo di effettuare il
testing e la riparazione di schede elettro-
niche.
Principalmente esso è costituito dai
seguenti elementi:
- quindici
Moduli di trasporto TM
n
,
n=1,…,15
, connessi tra loro secondo
uno specifico schema costituente una
linea di trasporto modulare e flessibile;
- la Cella M
1
, è una cella robotizzata di
carico / scarico, dove le schede elettro-
niche vengono disposte su pallet i quali
sono depositati sul
Modulo di Trasporto
della linea adiacente la cella;
- la Cella M
2
, è una macchina per il
testing elettronico delle schede la quale
ha il compito di identificare i guasti
della scheda analizzata;
- la Cella M
3
, è una macchina di rewor-
king ossia nella quale la scheda elettro-
nica viene processata per essere ripa-
rata;
- la Cella M
4
è una macchina per lo sca-
rico della scheda elettronica dal pallet e
la distruzione della scheda stessa.
Una sequenza di operazioni che può essere
eseguita dall’impianto pilota su cia-
scuna scheda è la seguente:
- la scheda elettronica viene caricata sul
pallet da M
1
;
- la linea di trasporto sposta il pallet verso
M
2
dove la scheda elettronica viene
testata per l’identificazione dei guasti;
- il pallet con la scheda elettronica viene
quindi portato in M
3
per la riparazione
(se possibile) del guasto;
- il pallet e la scheda vengono riportati di
nuovo in M
2
per la verifica della scheda.
Se la scheda risulta essere stata riparata
allora viene mandata in M
1
per essere
scaricata dal pallet e riposta nel magaz-
zino; diversamente viene indirizzata in
M
4
per il relativo scarico dal pallet e
conseguente distruzione;
- in ogni caso, sia che la scheda venga
diretta in M
1
o M
4
, dopo la relativa ope-
razione, il pallet risulta essere vuoto e
pronto per ospitare una nuova scheda
elettronica.
L’elemento base utilizzato nella linea di
trasporto per muovere i pallet è il
Modulo
di Trasporto
. Esso consente al pallet di
stazionare in specifiche zone all’interno
di esso o di muoversi verso alcune dire-
zioni predefinite, a secondo della topo-
logia del
Modulo di Trasporto
. Ciascun
Modulo di Trasporto
è caratterizzato da
una specifica struttura meccanica e da una
strumentazione di bordo.
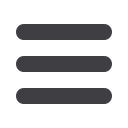
Al fine di poter spostare un
pallet, un
Modulo di Tra-
sporto
può utilizzare fino a
quattro diversi tipi di dispo-
sitivi corredati di propri
sensori ed attuatori, si veda
la
▶
figura 2
nella quale
sono indicati con frecce tutti
i possibili movimenti di un
pallet. I tipi di dispositivi
sono: il
Cingolo Principale
che è utilizzato per muovere
il pallet
Avanti
o
Indietro
(M_Tr_F/B) rispetto la direzione princi-
pale del
Modulo di Trasporto
; il
Pistone
di Blocco
pallet (Ev_P) che è utilizzato
per fermare sul cingolo il pallet in posi-
zione defintita; il
Traslo-elevatore
che
è utilizzato per effettuare il movimento
laterale del pallet per mezzo sia dei rela-
tivi comandi
Su
e
Giù
(Ev_Sc1/2_U/D)
che dell’attivazione dei motori dei cingoli
laterali (M_Sc1/2_Tr_L/R); la
Battuta
a
Scomparsa
la quale, per mezzo dei rela-
tivi comandi
Su
e
Giù
(Ev_SL/R_U/D),
permette di fermare il pallet nel suo movi-
mento laterale.
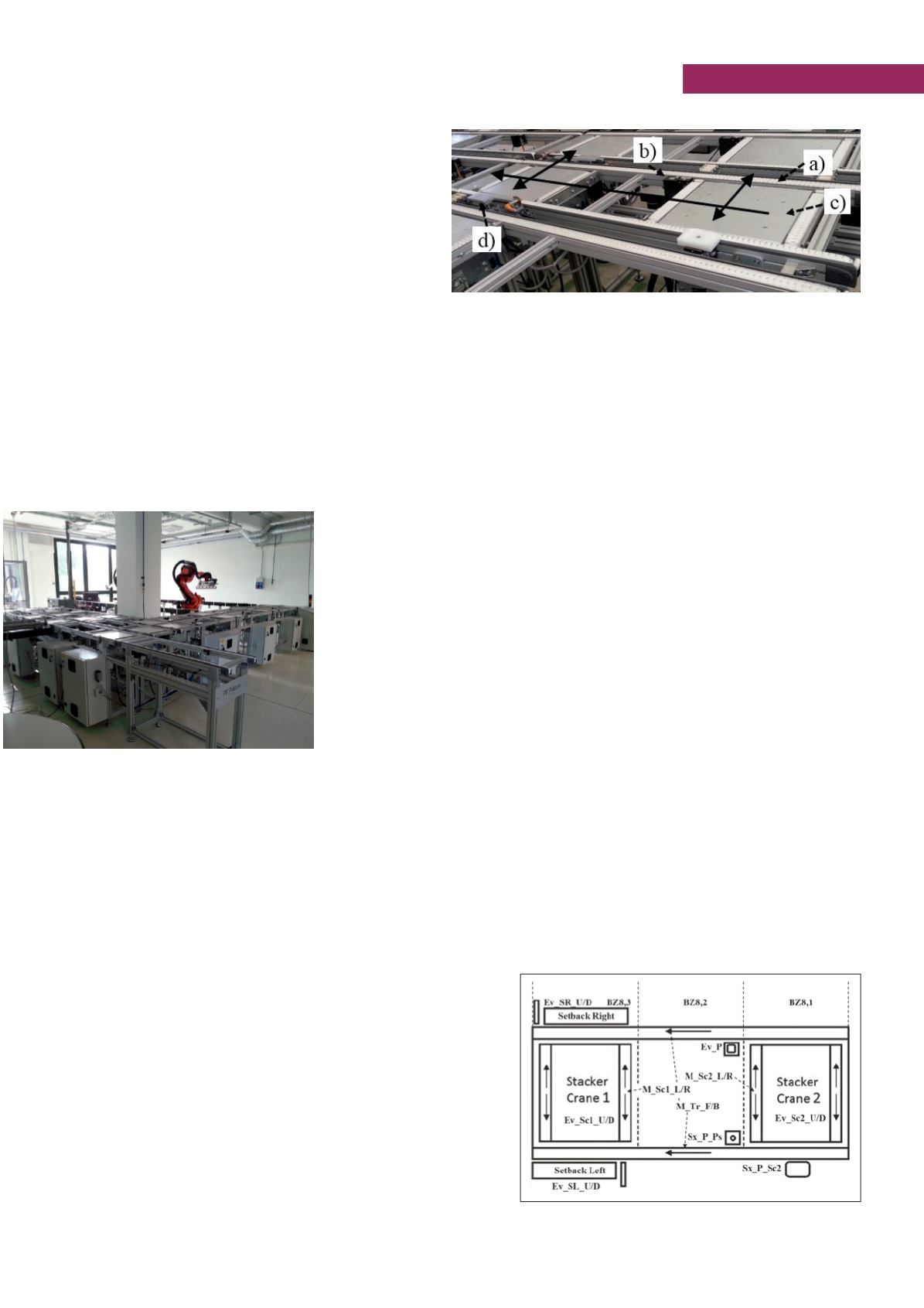
L’analisi dettagliata della struttura mecca-
nica della linea di trasporto ha consentito
di intuire che un pallet può stazionare o
muoversi tra specifiche aree di un
Modulo
di Trasporto
; in base alla relativa confi-
gurazione, possono esistere fino a tre aree
di stazionamento pallet, chiamate
Buffer
Zone
. Generalizzando, in seguito si indica
con
BZ
i,j
la
j-esima
(j=1,2,3)
Buffer Zone
dell’
i-esimo
(i=1,…,15)
Modulo di Tra-
sporto
. Quindi il pallet posto in una
Buffer
Zone
può muoversi in avanti, in alcuni casi
indietro o nelle posizioni laterali, consen-
tendo di seguire diversi possibili percorsi
lungo la linea di trasporto. Nella
▶
figura
3
come esempio è rappresentata una sche-
matizzazione del
TM
8
nella quale sono
indicate le tre
Buffer Zone BZ
8,1
,
BZ
8,2
e
BZ
8,3
.
Figura 1 - L’impianto pilota di de-manufacturing
Figura 2 - Modulo
di Trasporto
Figura 3 - Struttura del TM8