

















 80 / 104
80 / 104

Novembre/Dicembre 2014
■
Automazione e Strumentazione
CONTROLLO
tecnica
80
Il sistema di controllo di basso
livello (LLCS)
Il Sistema di controllo dell’impianto è
stato progettato in base ad una struttura
gerarchica multi-livello
[7]
. Al livello più
alto vi è un coordinatore che gestisce il
movimento dei pallet lungo la linea di tra-
sporto al fine di ottimizzare le prestazioni
dell’impianto, rispettando i vincoli logici
imposti dalla struttura della linea di tra-
sporto stessa. Al livello più basso, un set di
controllori logici programmabili PLC, uno
per ogni
Modulo di Trasporto
, acquisisce i
segnali dai sensori ed aziona gli attuatori.
Per effettuare gli spostamenti dei pallet tra
le varie
Buffer Zone
in base alla topologia
della linea di trasporto ed alla struttura dei
Moduli di Trasporto
, il LLCS necessita di
funzioni di controllo specificatamente pro-
gettate ed implementate.
L’identificazione delle
Buffer Zone
ed i
sensori ed attuatori coinvolti nello spo-
stamento dei pallet hanno portato ad
identificare trentasei differenti
Sequenze
di controllo
in grado di consentire tutti
e soli i possibili spostamenti di un pal-
let sulla linea. Ciò ha comportato il non
dover sviluppare un software di controllo
dedicato per ogni PLC dei vari
Modulo di
Trasporto
, in quanto è risultato sufficiente
scaricare su ciascuno di essi le
Sequenze
di controllo
necessarie e sufficienti a con-
sentire i movimenti del pallet sul rela-
tivo
Modulo di Trasporto
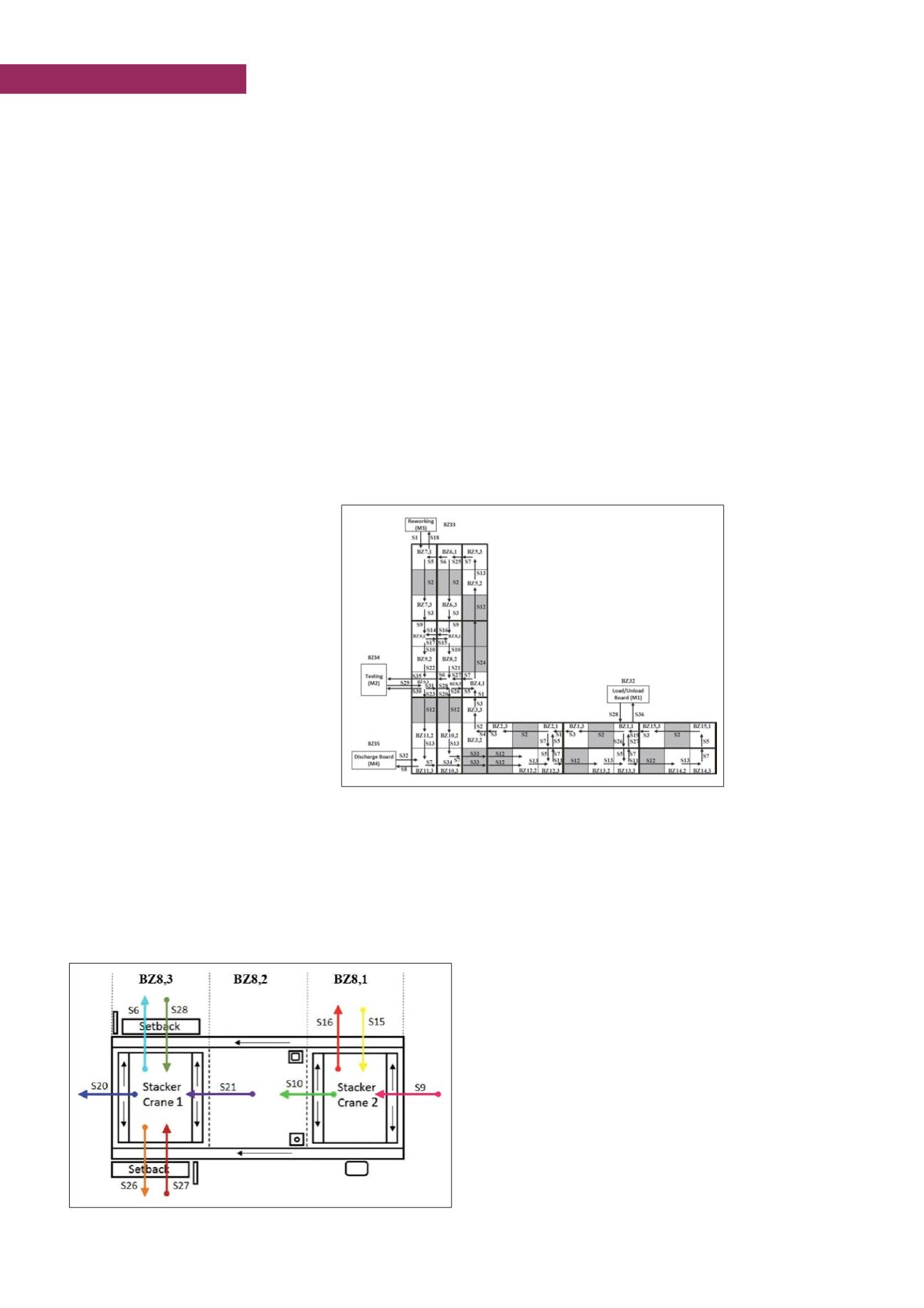
. Nella figura
4 sono mostrate le
Sequenze di controllo
del
Modulo di Trasporto TM
8
, indicate
mediante frecce e relative etichette
S
n
,
n
E
{1,…,36}
. Per esempio la
S
21
è utilizzata
per muovere un pallet dalla
BZ
8,2
alla
BZ
8,3
mentre la
S
28
viene attivata per effettuare
lo spostamento laterale del pallet dalla
BZ
8,3
del
Modulo di Trasporto
adiacente.
Alcune
Sequenze di controllo
possono
risultare simili in termini di movimento
prodotto del pallet ma differiscono
nell’uso di sensori o attuatori. Per esem-
pio, la
S
15
e la
S
28
sono entrambe utilizzate
per muovere lateralmente un pallet prove-
niente dal
Modulo di Trasporto TM
8
ma,
mentre la
S
15
non aziona alcuna
Battuta
a scomparsa
, la
S
28
aziona la
Battuta a
Scomparsa Destra
.
L’approccio utilizzato per progettare il
LLCS permette quindi in genere di scari-
care una specifica
Sequenza di controllo
su diversi PLC. Questa caratteristica con-
sente di riusare il codice software scritto
per comporre le
Sequenze di controllo
,
semplificando la progettazione, lo svi-
luppo e la manutenzione del software di
controllo dell’impianto.
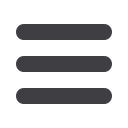
Rappresentando le diverse
Buffer Zone
e
le
Sequenze di controllo
inerenti i quindi-
ci
Moduli di Trasporto
, è quindi possibi-
le schematizzare l’intera linea di traspor-
to come mostrato nella
▶
figura 5
. Dal-
lo schema è possi-
bile desumere come
combinare l’utiliz-
zo delle
Sequenze di
controllo
per ottene-
re i vari spostamenti
dei pallet. Per esem-
pio per un pallet si-
tuato nella
BZ
15,3
che
deve essere spostato
nella
BZ
1,1
, deve es-
sere applicata la
S
3
al
TM
15
e contempo-
raneamente la
S
19
al
TM
1
.
Implementazione ed implicazioni relative
al LLCS
Ciascuna
Sequenza di controllo
è stata
implementata nell’ambiente ISaGraf
[13]
,
utilizzando lo standard internazionale per
la programmazione dei controllori logici
programmabili IEC 61131-3, in partico-
lare è stato utilizzato il linguaggio di pro-
grammazione
Sequential Function Chart
(SFC).
La schematizzazione della linea di traspor-
to in termini di
Buffer Zone
e
Sequenze di
controllo
mostrata nella
▶
figura 5
di-
pende essenzialmente dall’approccio uti-
lizzato per progettare il LLCS nel senso
che, in caso di ridefinizione di una o più
Sequenze di controllo
, la rappresentazione
della linea di trasporto ne risente e quin-
di anche la progettazione del HLCS. Inol-
tre, dal punto di vista
del HLCS, è inutile
conoscere quali
Se-
quenze di controllo
devono essere atti-
vate per ottenere un
determinato sposta-
mento di un pallet;
al contrario è essen-
ziale conoscere qua-
li sono le due
Buffer
Zone
coinvolte nel-
lo spostamento. Ciò
significa che è utile
definire variabili uni-
vocamente associate
ad uno spostamento
pallet tra due specifi-
che
Buffer Zone
. In pratica queste variabili
potrebbero essere considerate le azioni di
controllo del HLCS, variabili che devono
essere inviate al LLCS così da governar-
ne l’impianto. Così facendo l’impianto di
de-manufacturing può essere rappresen-
tato per mezzo di un grafo orientato con
nodi e archi, si veda la
▶
figura 6
. I no-
di rappresentano le
Buffer Zone
(cerchi)
e le macchine
M
i
(rettangoli), nelle quali
i pallet possono stazionare, mentre gli ar-
chi sono associati ai comandi impartiti dal
HLCS per muovere un pallet da un nodo
ad un altro adiacente. Per convenienza ta-
li nodi sono numerati con etichette
N
1
-N
35
.
Specificatamente le
B
Z
i,j
sono identificate
dalle etichette
N
1
-N
31
mentre le macchine
M
1
-M
4
sono etichettate
N
32
-N
35
. Agli archi
sono associate le etichette
u
i,j
,
i,j=1,…, 35
,
che rappresentano i comandi del HLCS
Figura 4 - Sequenze di controllo del TM8
Figura 5 - Rappresentazione della linea di trasporto in termini di Buffer Zone e
Sequenze di controllo
▶