
















 44 / 100
44 / 100

Aprile 2017
Automazione e Strumentazione
SCENARI
approfondimenti
44
logia 3D per le attività di prototipazione circa
dieci anni fa. Dal 2011, con l’evoluzione dei
materiali disponibili, le stampanti 3D vengono
impiegate per realizzare componenti di sup-
porto al prodotto finale.
L’azienda calzaturiera
Vibram
fa uso delle
tecnologie 3D nel proprio processo produttivo,
realizzando prototipi in grandezza naturale
senza dover costruire costosi stampi campione
e senza limitarsi alla produzione di disegni
tecnici.
BTicino
ormai utilizza a regime le tec-
nologie additive per progettare i componenti
domotici, rendendo così il processo più efficace
e riducendo i tempi di attesa per la realizzazione
di nuovi prototipi.
Tecnologie e materiali
Sul mercato è presente una moltitudine di sigle
per indicare processi e materiali spesso simili,
tuttavia l’
International Committee F42 on
Additive Manufacturing Technologies
ha
identificato 7 processi di lavorazione fonda-
mentali dei materiali: ME (Material Extrusion),
MJ (Material Jetting), BJ (Binder Jetting), SL
(Sheet Lamination), PBF (Powder Bed Fusion),
VP (Vat Photopolymerization), DED (Directed
Energy Deposition).
Limitandosi agli ambiti industriali le tecnologie
additive sono fondamentalmente di due tipi: da
polimero
e da
metallo
. Quelle di primo tipo si
basano sulla natura dei materiali impiegati e,
principalmente, sul diverso stato dei materiali
impiegati, in particolare polveri, liquidi, solidi.
I processi che impiegano materiale liquido, a
loro volta, sono suddivisi in quelli che utiliz-
zano
fotopolimeri
(che reticolano per effetto di
una radiazione ultravioletta) e quelli basati sulla
fusione
, deposito e risolidificazione (materiali
termoplastici). Altri processi, invece,
conso-
lidano granelli di polvere
tramite la fusione
lungo l’area di contatto delle particelle oppure
tramite aggiunta di un opportuno collante.
Infine altri metodi partono da
materiale solido
ridotto in sottili lamine
incollate l’una sull’al-
tra e sagomate in maniera opportuna. Una volta
realizzato il file della struttura 3D da realizzare,
questo è convertito, mediante l’utilizzo di un
programma CAM, in coordinate macchina che
guideranno l’
estrusore
nella modellazione
a deposizione fusa
FDM
(Fused Deposition
Modeling), il
laser
nelle tecniche su letto di
poveri
SLS
(Selective Laser Sintering),
SLM
(Selective Laser Melting ) o resine liquide foto-
sensibili (
SLA
, Stereolithography), l’
ugello
nel
PJ
(Polyjet) o 3DP.
Nell’ambito delle tecnologie additive
da
metallo
gli attuali sviluppi dell’additive manu-
facturing sono giustificati dalla possibilità di
produrre direttamente e in poco tempo compo-
nenti adatti a un impiego a lungo termine. Le
diverse tecniche utilizzate per la fabbricazione
di parti metalliche prevedono come materiale
di partenza
polveri metalliche
. Tali polveri
possono consistere in polveri di un singolo
componente, in polveri pre-alligate di una lega
metallica o in miscele di polveri con punti di
fusione differenti. Le polveri metalliche ven-
gono sinterizzate o portate a parziale o totale
fusione per mezzo di un fascio energetico con-
centrato, il quale può essere costituito da un
fascio elettronico
(EBM, Electron Beam Mel-
ting) o un
fascio laser
realizzate con tecniche
quali DMLS (Direct Metal Laser Sintering),
LENS (Laser Engineered Net Shaping ) e altre.
Il fascio elettronico risulta più efficiente dal
punto di vista energetico rispetto al laser, ma
richiede un ambiente di lavoro sotto vuoto. Il
laser possiede invece il vantaggio di essere più
preciso, grazie alla focalizzazione di una grande
quantità di energia in una zona più ristretta.
In alternativa il materiale di partenza può essere
costituito da un
filo metallico
(LMwD, Laser
Metal-wire Deposition) o da
lamine metalliche
,
come nel caso del processo di fabbricazione di
oggetti laminati (LOM, Laminated Object Manu-
facturing) o di consolidazione tramite ultrasuoni
(UC/UAM, Ultrasonic Consolidation / Ultraso-
nic Additive Manufacturing).
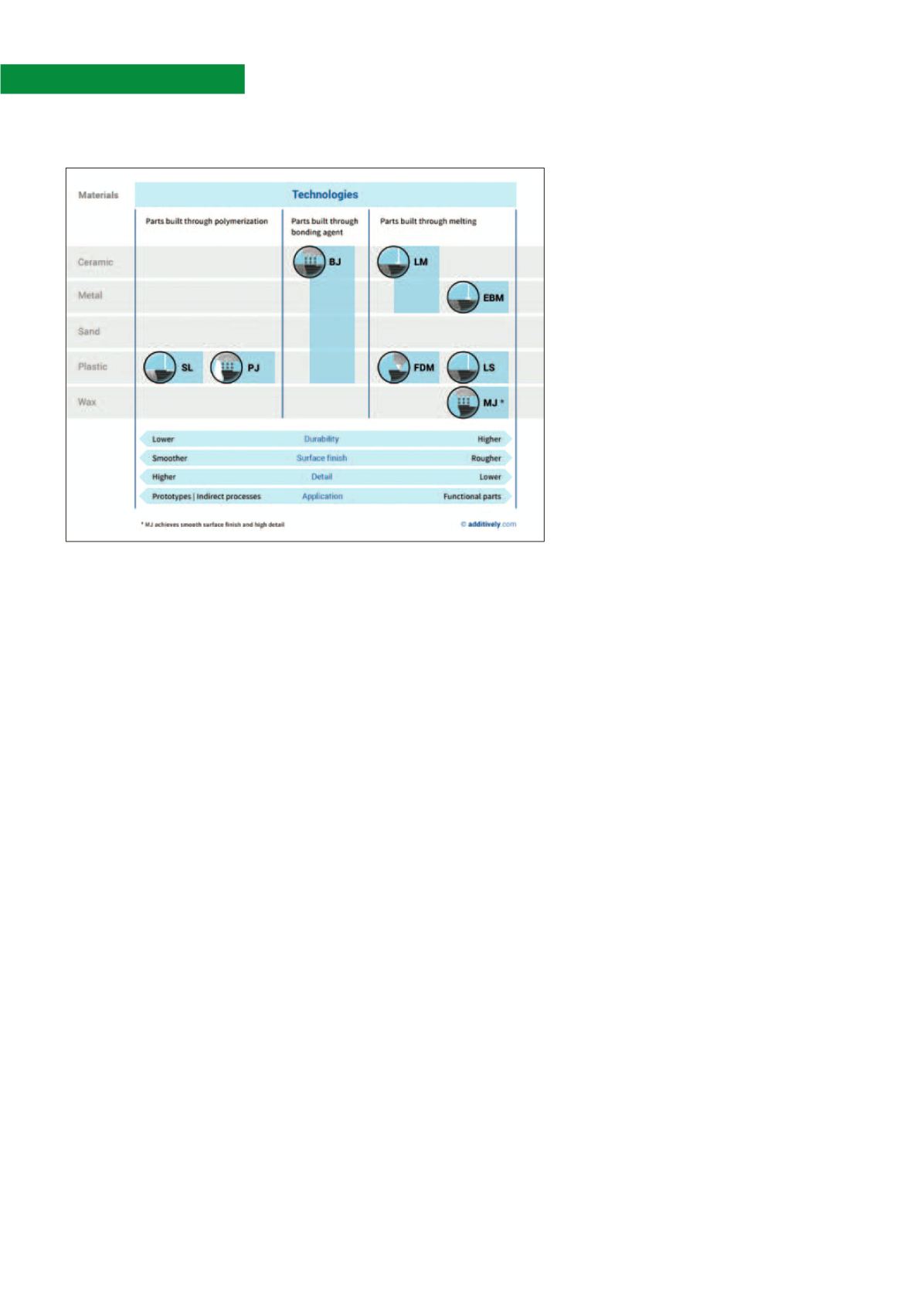
Figura 3 - Classificazione delle principali tecnologie additive
(additively.com)