

















 90 / 100
90 / 100

CONTROLLO
tecnica
90
Marzo 2017
Automazione e Strumentazione
On-Off control, cascade control, ratio control and override logic
are successively implemented in some model loops and checked
with students. Loops configuration, performance impact and
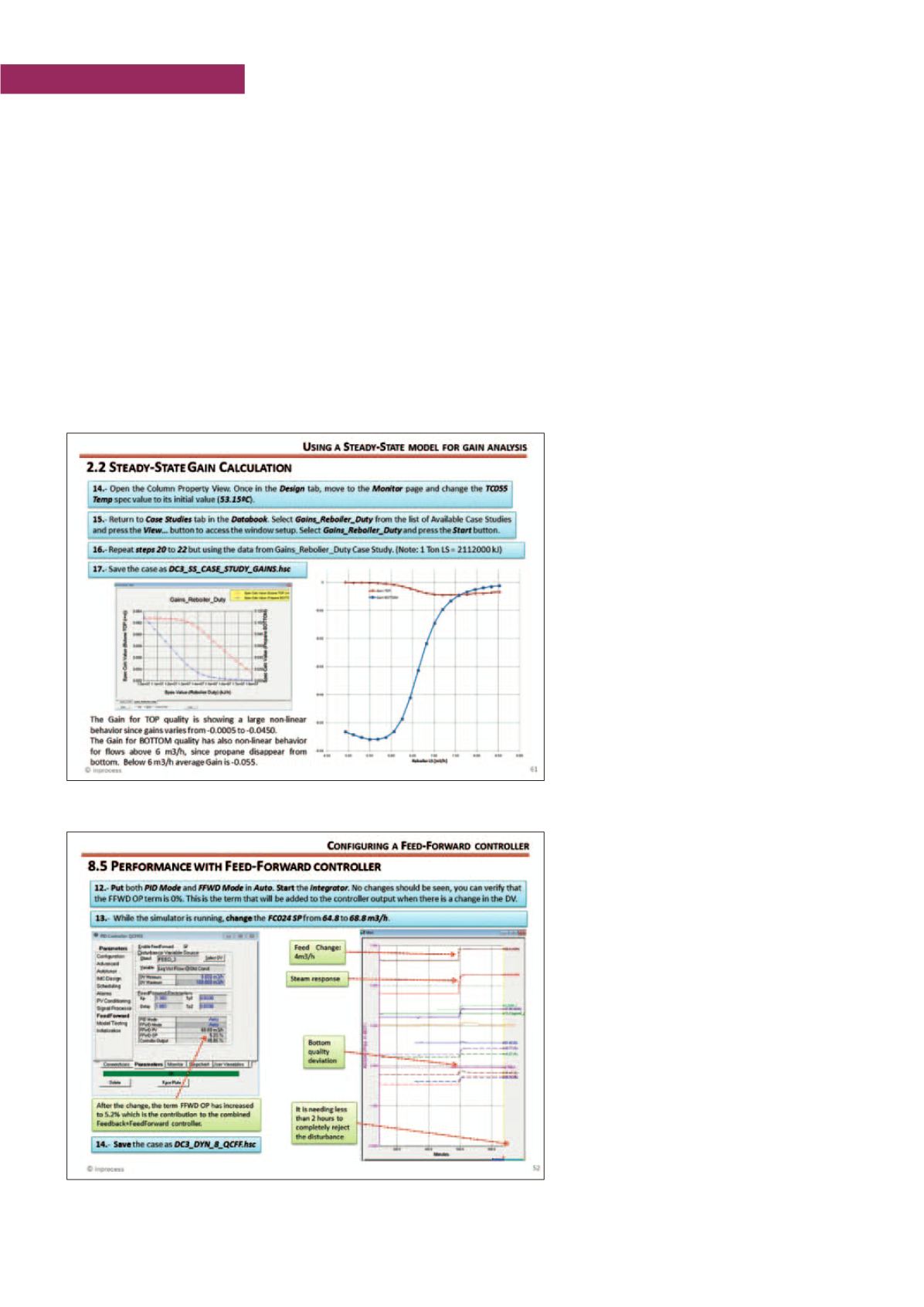
process added value are as well analysed. Feed-Forward con-
cept is explained and implemented in reboiler duty control in
order to anticipate column load changes, like training material
in
υ
Figure 3
details.
The validity of the implemented control strategy to reject distur-
bances is checked in front of the changes in process variables cre-
ated by a transfer function block. Noise is also generated with the
help of a transfer function. Students also learn how to incorporate
simple equipment and instrumentation malfunctions like valve
stiction or heat losses into the simulation model.
How to incorporate to the model complex automated control
sequences that can be part of a control philosophy is by using
the Event Scheduler tool, like a sequence of automatic steps for
MVs-FFs.
As three-day course closure, attendees learn how to extract data
generated by the simulation model in order to be used by third-
party off-line analysis tools, as well as how to import historical
process data and how to use them as boundary condition or con-
troller set-point in a dynamic simulation. Students do also com-
pare the performance of two alternative control layouts by dupli-
cating the exiting simulation case and just modifying the control
settings in the copied model.
Simulation for Multivariable Control
Multivariable model predictive control (MPC) top-
ics are not covered in the initial three day courses.
If necessary, course content can be extended to
see how MPC controllers can provide a superior
control, either using the basic MPC implementa-
tion offered by the dynamic process simulator or
by using a commercially available MPC. For this
last case, the controller is configured by step testing
the column dynamic model and exporting the gen-
erated results to the MPC identification package.
Once configured, the MPC is used to control the
column, with the same user interfaces than the ones
in real control rooms.
Other uses of Simulation for Process Control
In the extended course coverage, additional use of
process Simulation for Process Control is shown in
exercises where
Relative Gain Array
(RGA) tech-
niques are used; where anti-surge control of centrif-
ugal compressors is configured; where a
Smith-Pre-
dictor
or (SISO MPC) controller is implemented for
large dead-time processes; where
OLE for Process
Control
(OPC) is used as communication protocol
to control the dynamic model with an external con-
trol algorithm developed in MatLab; and where key
control variables are optimized with a SQP algo-
rithm in the steady state simulation model.
References
[1]
Svrcek, William, Mahoney, Donald, Young,
Brent.
A Real-Time Approach to Process Control
.
John Wiley & Sons, Ltd., 2006. ISBN: 978-0-470-
02533-8.
[2]
Dissinger, Glenn. “Studying Simulation”.
Hydrocarbon Engineering
, May 2008.
[3]
McMahon, Terry. “Process Simulation and Pro-
cess Control”.
Chemical Engineering Progress
,
American Institute of Chemical Engineers, p. 19,
September 2013.
[4]
Courses and Events
. Inprocess. 30 November
2016.
http://www.inprocessgroup.com/en/news/.Figure 3 - Example of training material showing how to take advantage of a Feed-Forward controller
performance
Figure 2 - Example of the Training Material describing the necessary steps to determine the SS Gains