

















 23 / 33
23 / 33

MACHINE AUTOMATION 2015
23
TAVOLA ROTONDA
dall’altro). Una volta che i prodotti hanno fatto il
loro ingresso sul tappeto della macchina, vengono
manipolati da due moduli ‘pinza’ disposti in serie.
Ciascuno di essi provvede ad agganciare al volo il
prodotto, a traslarlo e a orientarlo in un punto e una
direzione opportuni, tali da permettere la forma-
zione di uno strato di prodotti secondo unmosaico
prestabilito. Ciascun prodotto viene manipolato da
una sola pinza, oppure da una seconda pinza, suc-
cessiva alla prima, in funzione della complessità del
mosaico dello strato e della produzione della linea.
Una volta completato uno strato di prodotti, que-
sto viene traslato in avanti da un modulo chiamato
‘traslatore cestello’, che provvede a depositare lo
strato appena composto sopra quello precedente,
formando quindi un intero pallet.
La gestione della paletta sulla quale saranno depositati gli strati
viene effettuata con l’ausilio di un robot di tipo Scara, che prov-
vede a depositare sia la paletta di legno con sopra l’eventuale
falda su paletta, sia le falde tra gli strati, con cartone separatore
depositato tra uno strato e l’altro. Le palette vengono prelevate
da un magazzino palette, le falde da un magazzino falde; en-
trambi i magazzini sono alimentati in automatico da trasporti
palette (pila di palette e pila di falde su una paletta).
Composizione dellamacchina
La pinza è composta da quattro assi, X, Y, Z, R, tutti con motori
PM. Presenta inoltre encoder assoluto multigiro di tipo Hiper-
face. I quattro inverter installati sono VLT AutomationDrive
FC302 da 5,5 kWper l’asse X, 3 kWper l’asse Y, 1,1 kWper gli assi
R e Z, equipaggiati con opzione Profibus e con controllore VLT
Motion Control MCO305.
Per quanto riguarda il
traslatore, esso è com-
posto da due assi e pre-
senta anch’esso motori
PM con encoder asso-
luto multigiro di tipo
Hiperface. I due inverter
installati sono VLT AutomationDrive FC302 da 3 kW ciascuno,
equipaggiati conopzioneProfibus e concontrolloreVLTMotion
Control MCO305.
Lo Scara è composto da quattro assi, J1, J2, J3, J4. J1 tutti con
motore PM ed encoder assoluto multigiro di tipo Hiperface. I
quattro inverter installati sonodrive sonoVLTAutomationDrive
FC302 da 4 kW per l’asse J1, 5,5 kW per l’asse J2, 1,1 kW per gli
assi J3 e J4, equipaggiati con opzione Profibus e con control-
loreVLTMotionControlMCO305. I VLT FC302AutomationDrive
controllano motori PM di tre marchi differenti, dando prova di
grande flessibilità e versatilità.
Flessibile, semplice emodulare
La soluzione di Danfoss per applicazioni di motion control è
all’insegna della flessibilità, della semplicità e della modularità.
La logica è quella decentralizzata, ovvero l’azionamento viene
adattato alle esigenze dell’applicazione grazie a una program-
mazione semplice e intuitiva. Il risultato finale è quello di un og-
getto ‘intelligente’ con le necessarie funzionalità già integrate
all’interno e questo alleggerisce il compito del PLC, che può
impegnare le proprie risorse alla sola parte di processo e a un
controllodi livello superiore. Inoltre, la logica implementatanon
dipende dallamotorizzazione: lo stesso programma può essere
utilizzato con diversi tipi di motori (asincroni o PM), dato che
questo influisce sulla sola parametrizzazione del drive.
Danfoss -
www.danfoss.itVLT Motion Control MCO305 è un’opzione di motion control che ag-
giunge funzionalità e flessibilità alla già ampia gamma di funzioni stan-
dard della serie di inverter VLT AutomationDrive FC301 e 302. L’opzione
VLT Motion Control si basa sulla programmazione a eventi controllati
utilizzando un linguaggio di programmazione a testo strutturato. La
scheda MCO305 può essere ordinata insieme all’inverter come so-
luzione tutt’uno, oppure come opzione installabile in sito. Può essere
consegnata con il programma applicativo preinstallato, preconfigurato
e personalizzato pronto all’uso. Offre funzioni di sincronizzazione quali
sincronizzazione di velocità, posizione, posizione con correzione al volo
(con calcolo della correzione già integrato); funzioni di posizionamento
quali posizionamento assoluto e relativo; funzione di camma elettronica.
Quest’ultima può sostituire i posizionatori angolari meccanici e le scatole
a camme. Il controllo di camma elettronica è una caratteristica standard
dell’opzione VLT Motion Control per VLT Automation-Drive. Grazie a mi-
gliaia di punti di interpolazione e un profilo di camma ad alta risoluzione
è possibile ottenere un controllo delle camme molto preciso. La funzione
è adattabile a gran parte delle applicazioni a camme per via dei profili di
camma multipli, del comportamento accoppiamento/disaccoppiamento
selezionabile e della correzione in linea del riferimento.
VLTMotion Control OptionMCO305
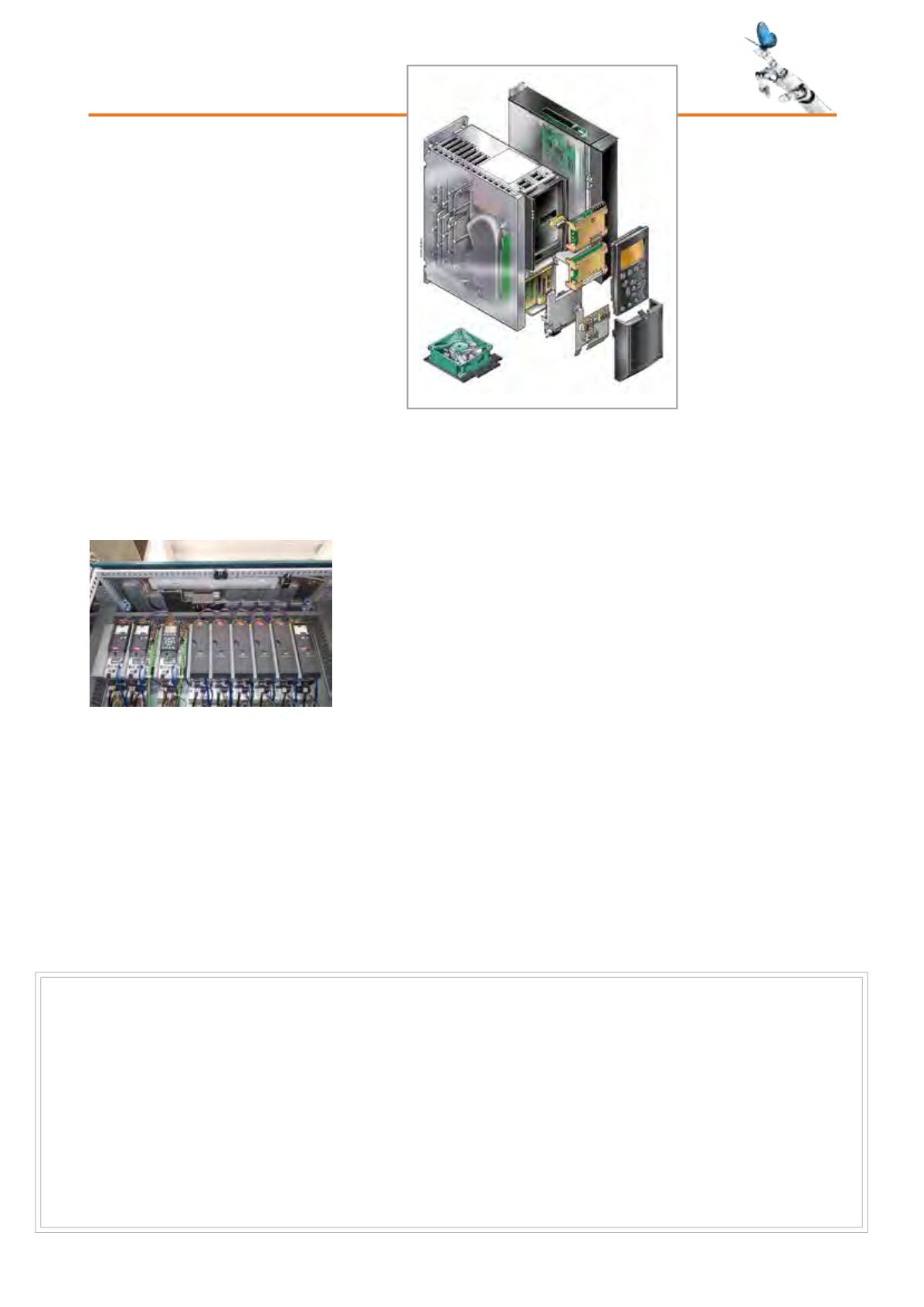
VLT FC302
AutomationDrive è un
inverter universale,
progettato per una
produzione di serie
altamente personaliz-
zata
La soluzione VLT
AutomationDrive
FC302 controlla
motori PMdi tre
marchi differenti