


















 56 / 134
56 / 134

SETTEMBRE 2015
AUTOMAZIONE OGGI 384
56
teriale nella zona
di stampigliatura,
W+D si affida a
sensori fotoelet-
trici energetici
della famiglia di
prodotti VT180-2.
“Tre aspetti gio-
cano a favore di
questo tipo di
sensore” sotto-
linea Frank Jun-
gbluth. “La forma
cilindrica M18
della custodia
metallica facilita
l ’ i n t e g r a z i o n e
nella macchina. Il
sensore è in grado
di distinguere con
sicurezza tra la superficie lucida del rullo e il nastro di materiale,
nonostante il loro simile comportamento di remissione. E, infine,
l’elevata frequenza di commutazione pari a 1.000 Hz garantisce
risposte rapide del sensore e minime perdite di materiale”.
Elevata sicurezza del processo di taglio,
ripiegatura e impilamento
Nel modulo di taglio, ripiegatura e impilamento, il nastro di ma-
teriale stampigliato viene tagliato in lunghezza, ripiegato e tra-
sportato a un dispositivo di impilamento. Nel modulo di taglio
longitudinale è integrato un sensore fotoelettrico energetico
WT18-3 per il monitoraggio della guida. “Qui, come anche in altri
punti, si evidenzia la particolarità del concetto di azionamento
decentralizzato e di automatizzazione della macchina Flowtos”
spiega Frank Jungbluth. “I sensori sono direttamente collegati al
regolatore del motore. In questo modo abbiamo potuto ridurre
considerevolmente sia il numero di cablaggi nella macchina, sia
la quantità di dispositivi di comunicazione nel sistema di auto-
matizzazione”. Un sensore fotoelettrico energetico laser WTB8L
rileva la lunghezza corretta del fazzoletto di carta tagliato.
Questo sensore convince per la forma
compatta e per il comportamento di
commutazione rapido e preciso, dipen-
dente dal piccolo punto luminoso sul
materiale. Il controllo di evacuazione e
accodamento nell’unità di impilamento
viene realizzato da W+D con i sensori a
fibra ottica WLL180T. Ingombri ridotti e
brevi tempi di risposta di soli16 μs rap-
presentano punti di forza per la scelta
di questo sensore, così come l’elevata
resistenza alla luce e la risoluzione,
che garantiscono un’ulteriore riserva
funzionale in ambienti d’impiego con
rilevante formazione di polvere come
questo. Quando il materiale impilato ha
raggiunto una dimensione predefinita,
ad esempio di dieci fazzoletti di carta,
viene trasportato al dispositivo di confezionamento singolo. In
questo tratto di trasporto sono montati sensori di prossimità in-
duttivi della famiglia di prodotti IM12 per il monitoraggio di di-
verse posizioni intermedie e della posizione finale. Questi sensori
sono preferibili per la dimensione compatta M12 della custodia
metallica con grado di protezione IP67, per la possibilità di mon-
taggio a filo in elementi metallici e per l’alta resistenza agli urti
e alle vibrazioni.
Rilevamento e controllo affidabile
nel confezionamento
Nel dispositivo di confezionamento singolo, in fase di alimen-
tazione della pellicola di plastica che serve ad avvolgere la pila
di fazzoletti di carta, la posizione del ballerino durante lo sro-
tolamento della pellicola viene sorvegliata mediante un sen-
sore di prossimità induttivo IMA18. Il sensore è provvisto di una
triplice distanza di commutazione e consente di rilevare zone
sensibilmente più grandi rispetto a sensori standard delle stesse
dimensioni. Inoltre il sensore IMA18 invia, a scelta, un segnale
di corrente o di tensione analogico, consentendo così di moni-
torare costantemente la posizione del ballerino internamente
al campo di rilevamento. Il taglio della pellicola viene attivato
da un sensore di colore CS8. Grazie alla sua tecnologia a LED
AO
S P E C I
A L E
Il controllo della correttezza della sigillatura viene eseguito
da sensori fotoelettrici di tipoWL9G, specializzati nel
rilevamento di oggetti e materiali trasparenti
La porta di accesso
alla recinzione della
stazione di
srotolamento e le
coperture di
protezione
meccaniche nella
parte centrale della
macchina sono
monitorate con
interdizioni di
sicurezza della
famiglia di prodotti
i15 lock
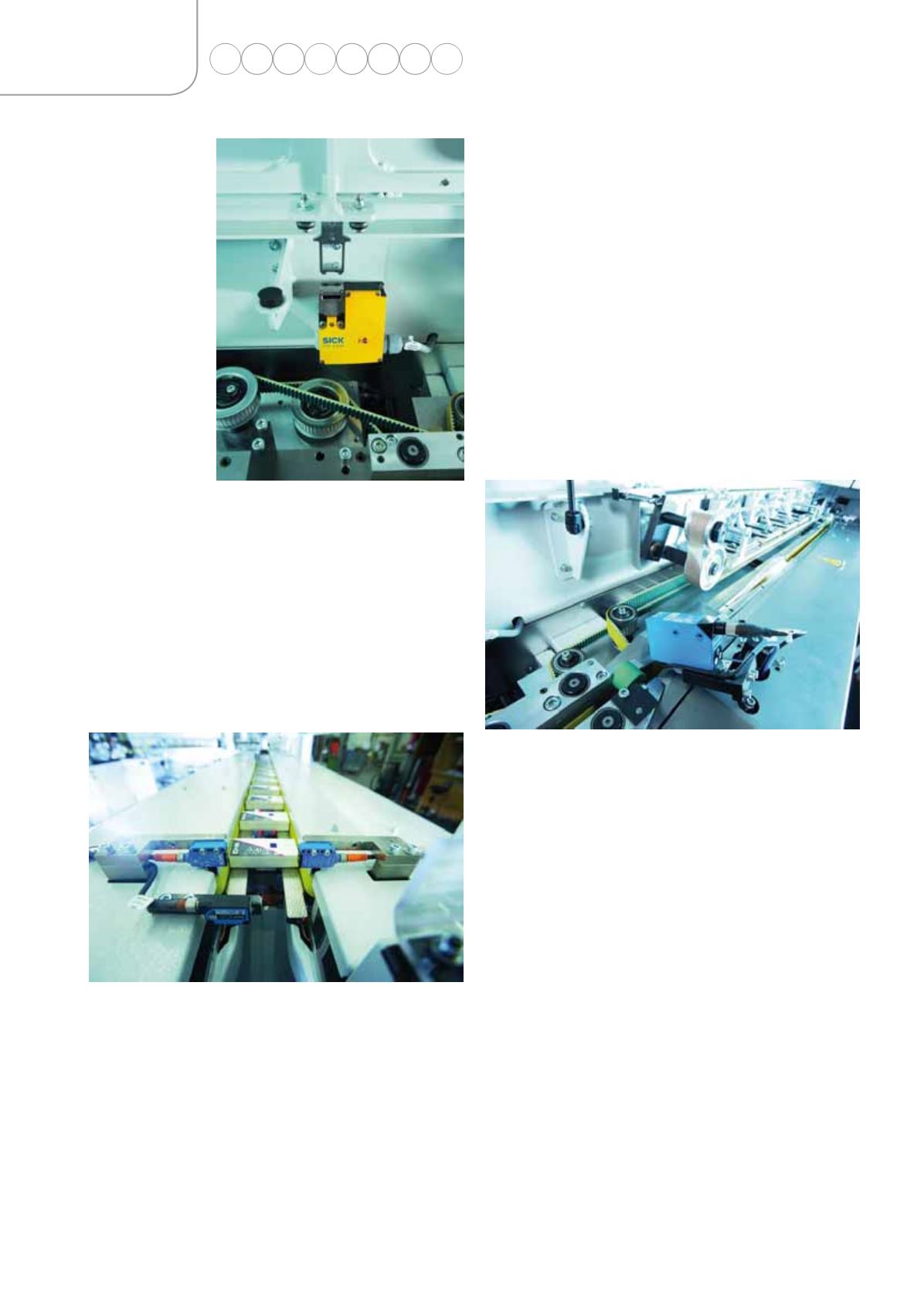
Il taglio della pellicola nel dispositivo di confezionamento
singolo viene attivato da un sensore di colore CS8