Versione HTML di base




SETTEMBRE 2012
FIELDBUS & NETWORKS
37
di automazione e di comunicazione in-
dustriale. Il tema è quello della raccolta
dati da sensori distribuiti e da strumenti
di laboratorio che spesso non sono facili
da integrare nei sistemi industriali. Ecco
l’esperienza PAT di una primaria azienda
di produzione di farmaci antitumorali, sta-
bilimento italiano appartenente a uno dei
maggiori gruppi multinazionali del settore
life-science.
Il caso pratico
Nel caso in questione, una volta identi-
ficate con degli specialisti le misure da
effettuare si è passati alla selezione dei
sensori e degli strumenti da collegare al
sistema di acquisizione dati: alcuni di essi
erano sensori di tipo tradizionale, con in-
gressi analogici (4-20 mA, 0-10 Vc.c., ±5
V ecc.). Per questi si è proceduto alla
selezione di accurati sistemi di acquisi-
zione dati, che potessero acquisire il dato
analogico, digitalizzarlo e normalizzarlo
in scala adeguata, per poi renderlo dispo-
nibile tramite bus o direttamente in rete
Ethernet industriale agli altri livelli.
Altri sensori e strumenti, già dotati d’in-
telligenza e digitalizzazione, rendono il
dato già accessibile ai sistemi tramite
bus o rete industriale. Il problema è che
non esiste standard, ossia una ‘norma-
lizzazione’ dei bus e/o protocolli da uti-
lizzare per la comunicazione tra sensori
intelligenti, strumenti e sistemi di diversi
vendor. Il cliente aveva la necessità di col-
legare sensori e sistemi per spettroscopia
NIR (Near-Infra-Red) e Ftir (IR a trasfor-
mata di Fourier), sensori e gascromato-
grafi Hplc, oltre a termocamere, sensori
di BOD, BOC, PH, contaparticelle e laser
per ppm di gas ecc. Ecco allora che sono
venuti in aiuto gli standard industriali e
alcuni prodotti specifici per normalizzare
i protocolli a livello di gateway. Da un
lato la decisione è stata quella di utiliz-
zare OPC in tutte le comunicazioni in cui
era possibile, cercando di fare confluire
tutto sulla rete Ethernet di stabilimento
con protocollo Modbus TCP. Ove questo
non era possibile la scelta è stata quella
di utilizzare dispositivi QuickServer (pro-
dotti da FieldServer, azienda distribuita
e supportata in Italia da ServiTecno), che
consentono in modo semplice, efficace,
estremamente preciso e poco costoso
di collegare qualunque bus di campo e
protocollo al mondo Ethernet e allo stan-
dard Modbus TCP. Una volta acquisito e
messo sulla rete il dato si procede alla
storicizzazione nel sistema Proficy Histo-
rian di GE Intelligent Platforms, utilizzato
come datawarehouse dal quale attingere
per tutte le rielaborazioni e correlazioni
necessarie per l’analisi dei dati.
Ecco dunque i
quattro i passi da
seguire: prima di
tutto preparare
i dati. Si tratta
di un passaggio
critico, in cui l’in-
gegnere di pro-
cesso abbina dati
di processo e di
qualità in un unico
database. Lo stru-
mento dovrebbe
essere in grado
di unire insieme i
vari database. È
necessario prepa-
rare con accuratezza i dati (per i vari passi
nel processo) per un batch completo. Si
procede quindi alla visualizzazione del
batch. Uno strumento di visualizzazione
buono consente al process engineer di
presentare i dati storici del batch come
trend, scatter plot, istogrammi, analisi di
frequenza ecc., per meglio visualizzare e
analizzare i trend a lungo termine. Un tool
integrato con questa applicazione aiuta a
determinare le relazioni nascoste tra le
interazioni di processo e i parametri di
qualità.
Lo strumento dovrebbe fornire dati di
processo integrati per batch multipli. Suc-
cessivamente si passa ai modelli e alla
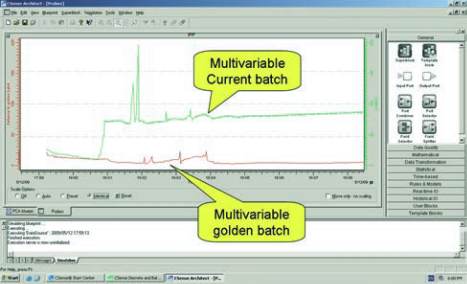
simulazione. A questo punto, il process
engineer ha bisogno di creare un’imma-
gine dell’andamento del golden batch. Lo
strumento deve creare tale immagine ba-
sata su variazioni di batch definite per il
golden batch e per gli altri batch. Esistono
molti algoritmi statistici disponibili, quali
PCA (Principal Component Analysis), PLS
(Partial Least Square), decision tree ecc.,
che possono fare questa funzione. PCA è
l’algoritmo generalmente più usato per
catturare l’immagine dell’andamento del
batch e identificarne le cause. Infine, si
arriva all’implementazione dell’azione. I
veri benefici che derivano da un’analisi in-
telligente, basata sui dati, non si possono
vedere se non la
si implementa.
Sono disponibili
strumenti che
abilitano a ese-
guire l’analisi
come parte di
SOP (Standard
Operating Pro-
cedure) e digi-
talizzare la SOP
su automazione
a Livello 1. Si
possono defi-
nire le regole
basate sulla conoscenza acquisita dai
dati passati, così come sull’esperienza di
processo disponibile.
‘Prevenire’ è meglio che
‘reagire’
Uno strumento di batch troubleshooting
online aiuta in modo significativo a pre-
venire dispendiose cadute di batch e a
migliorare qualità, rendimento e produtti-
vità. La maggior parte degli strumenti di-
sponibili sul mercato si limitano a gestire
le eccezioni e a monitorare la qualità. Se
da un lato questo è importante per for-
nire ai clienti prodotti di qualità, dall’altro
difficilmente giustifica per l’azienda pro-
duttrice il rapporto di costo qualità/ROI.
L’approccio ottimale è quello che tende
a ridurre gli scarti e si può ottenere so-
lamente con una gestione della qualità
preventiva invece che reattiva.
ServiTecno
Se si riescono a determinare i fattori che influenzano il
golden batch e analizzare i gap rispetto agli altri batch, si può
garantire la ripetibilità del golden batch
Il sistema Proficy Historian di GE Intelligent Platforms è
utilizzato come datawarehouse per la storicizzazione dei dati
Fonte: www.leanvalidation.eu
Fonte: www.ge-ip.com